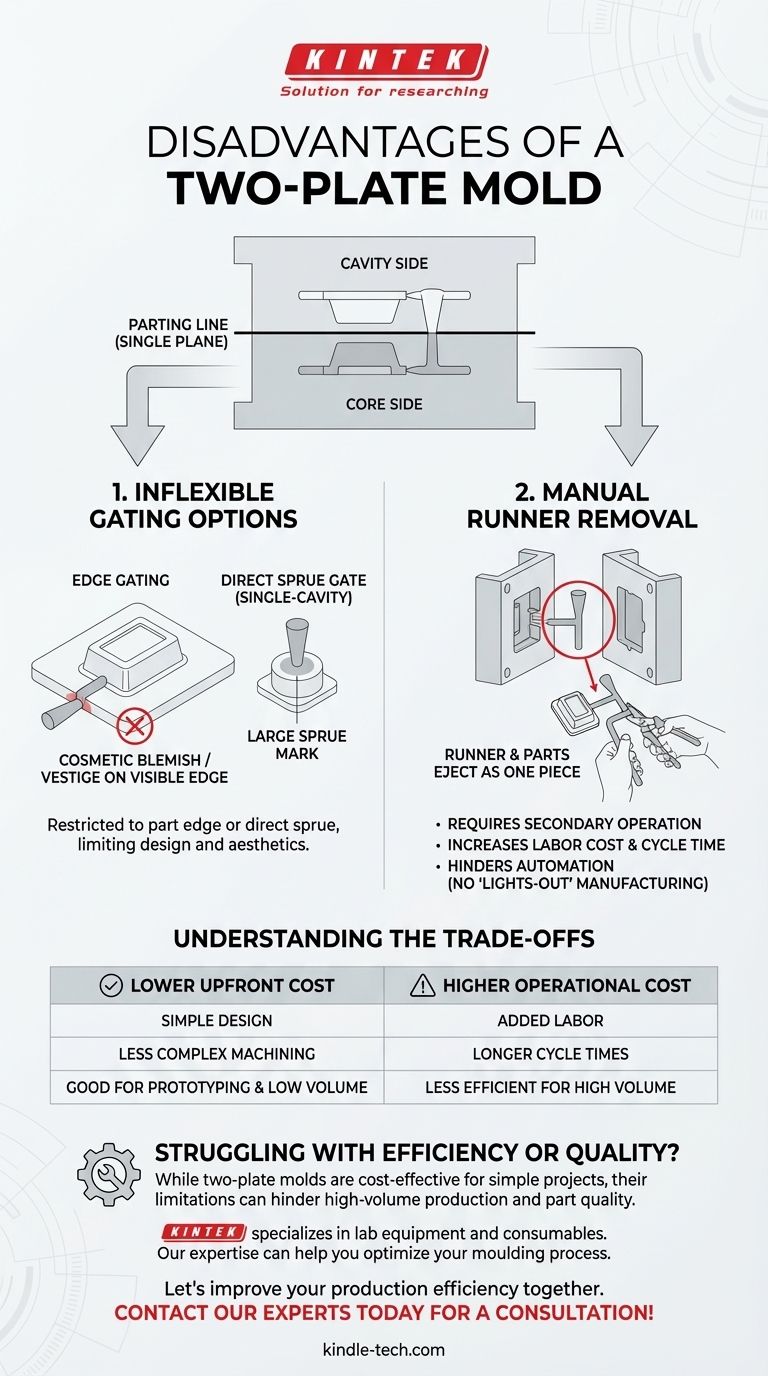
Основными недостатками двухплитной формы являются негибкие варианты литникования и необходимость ручного удаления литников после формования. Из-за простой конструкции с одной плоскостью разъема, литник — место, куда пластик поступает в полость детали — почти всегда ограничен краем компонента. Это также означает, что литниковая система остается прикрепленной к деталям после извлечения, требуя вторичного, часто ручного, этапа для их разделения.
Хотя двухплитная форма ценится за простоту и низкую начальную стоимость, ее основные недостатки проистекают из одного источника: ее конструкция заставляет как деталь, так и литниковую систему находиться в одной плоскости, что создает последующие неэффективности и ограничения в проектировании.

Основное ограничение: одна плоскость разъема
Чтобы понять недостатки, мы должны сначала понять фундаментальную структуру двухплитной формы. Ее простота является как ее величайшей силой, так и источником ее ограничений.
Что такое двухплитная форма?
Двухплитная форма — это самый базовый тип литьевой формы. Она состоит из двух основных половин, стороны полости и стороны пуансона, которые встречаются в одной плоскости, известной как плоскость разъема.
Последствия одной плоскости
Когда форма открывается, она разделяется только по этой одной плоскости разъема. Это означает, что сами детали и вся система подачи (литник и литники, которые подают пластик) должны располагаться в этой плоскости для извлечения. Это структурное ограничение является основной причиной ее главных недостатков.
Недостаток 1: Негибкие варианты литникования
Единственная плоскость разъема сильно ограничивает, где и как расплавленный пластик может быть введен в полость детали.
Почему литники ограничены краем детали
Поскольку литниковая система должна лежать на плоскости разъема, она может соединяться с деталью только там, где деталь также встречается с этой линией. Почти во всех случаях это внешний край или периметр компонента. Это известно как боковое литникование или торцевое литникование.
Проблема с боковым литникованием
Принудительное расположение литника сбоку детали может быть значительной проблемой. Оно оставляет косметический дефект, или след, в точке разделения, что может быть неприемлемо для видимых поверхностей. Это также может привести к неидеальным схемам течения пластика в сложных деталях, потенциально вызывая дефекты.
Исключение: прямое литникование
Одногнездная двухплитная форма может использовать прямой литник, где литник подает пластик непосредственно в центр детали. Однако это оставляет очень большой, часто косметически некрасивый след и подходит только для конкретных геометрий деталей, где такой дефект скрыт или неважен.
Недостаток 2: Ручное удаление литников
Второй основной недостаток является прямым следствием того, что система подачи прикреплена к деталям.
Литник остается прикрепленным
Когда цикл формования завершен и форма открывается, затвердевшая литниковая система и готовые детали выталкиваются как единое, соединенное пластиковое изделие.
Стоимость вторичных операций
Эта объединенная деталь требует вторичной операции для отделения литников от деталей. Это часто делается вручную оператором машины, что увеличивает затраты на рабочую силу и общее время цикла для каждого впрыска.
Проблемы автоматизации
Необходимость ручного разделения затрудняет внедрение полностью автоматизированного производства без участия человека. Эта неэффективность делает двухплитные формы менее подходящими для очень крупносерийного производства, где каждая секунда цикла имеет значение.
Понимание компромиссов
Недостатки двухплитной формы должны быть сопоставлены с ее основным преимуществом: экономической эффективностью.
Более низкая начальная стоимость оснастки
Двухплитные формы проще по конструкции и требуют менее сложной механической обработки. Это приводит к более низкой начальной стоимости изготовления оснастки, что делает их отличным выбором для проектов с ограниченным бюджетом.
Более высокие долгосрочные эксплуатационные расходы
Первоначальная экономия может быть нивелирована со временем более высокими эксплуатационными расходами. Дополнительные затраты на рабочую силу для удаления литников и более длительные циклы могут сделать цену за деталь выше, чем у более сложных форм, особенно при крупносерийном производстве.
Когда простота — правильный выбор
Несмотря на ограничения, двухплитная форма часто является идеальным решением для прототипирования, мелкосерийного производства или для деталей, где боковой литник косметически и структурно приемлем.
Правильный выбор для вашего проекта
Выбор правильного типа формы требует согласования возможностей оснастки с конкретными целями вашего проекта.
- Если ваша основная цель — минимизировать первоначальные затраты на оснастку, а объем производства невелик: Двухплитная форма почти всегда является наиболее экономичным и практичным выбором.
- Если ваша основная цель — эстетика детали и скрытие следов литников: Вам потребуется рассмотреть трехплитную форму или форму с горячим каналом, так как двухплитная конструкция вынуждает располагать литник на видимом краю детали.
- Если ваша основная цель — крупносерийное, автоматизированное производство: Ручное удаление литников, требуемое двухплитной формой, увеличит время цикла и затраты на рабочую силу, делая более совершенную конструкцию формы гораздо более эффективной.
В конечном итоге, понимание этих фундаментальных ограничений позволяет сбалансировать инвестиции в оснастку с долгосрочной эффективностью производства.
Сводная таблица:
| Недостаток | Основная проблема | Влияние на производство |
|---|---|---|
| Негибкое литникование | Единственная плоскость разъема ограничивает литник краем детали (боковое литникование). | Косметические дефекты, неидеальное течение пластика, потенциальные дефекты. |
| Ручное удаление литников | Литниковая система и детали извлекаются как единое, соединенное изделие. | Требует вторичной операции, увеличивает затраты на рабочую силу и время цикла, препятствует автоматизации. |
Сталкиваетесь с неэффективным формованием или косметическими дефектами на ваших деталях?
Хотя двухплитные формы экономически эффективны для простых проектов, их ограничения могут препятствовать крупносерийному производству и качеству деталей.
KINTEK специализируется на лабораторном оборудовании и расходных материалах, обслуживая лабораторные нужды. Наш опыт поможет вам выбрать правильные решения для оснастки, чтобы оптимизировать процесс формования, снизить эксплуатационные расходы и достичь превосходного качества деталей.
Давайте вместе повысим эффективность вашего производства. Свяжитесь с нашими экспертами сегодня для индивидуальной консультации!
Визуальное руководство
Связанные товары
- Двухплитная нагревательная пресс-форма для лаборатории
- Специальная пресс-форма для лабораторного использования
- Квадратная двухосная пресс-форма для лабораторного использования
- Круглая двунаправленная пресс-форма для лаборатории
- Пресс-форма квадратная лабораторная для лабораторных применений
Люди также спрашивают
- Какова основная функция прессования для порошков LAGP? Достижение высокопроизводительных твердых электролитов
- Какова функция пресс-форм при подготовке композитов SiCf/Ti-43Al-9V? Достижение структурной точности
- В чем разница между термопрессом и сублимацией? Объяснение: Инструмент против процесса
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм



















