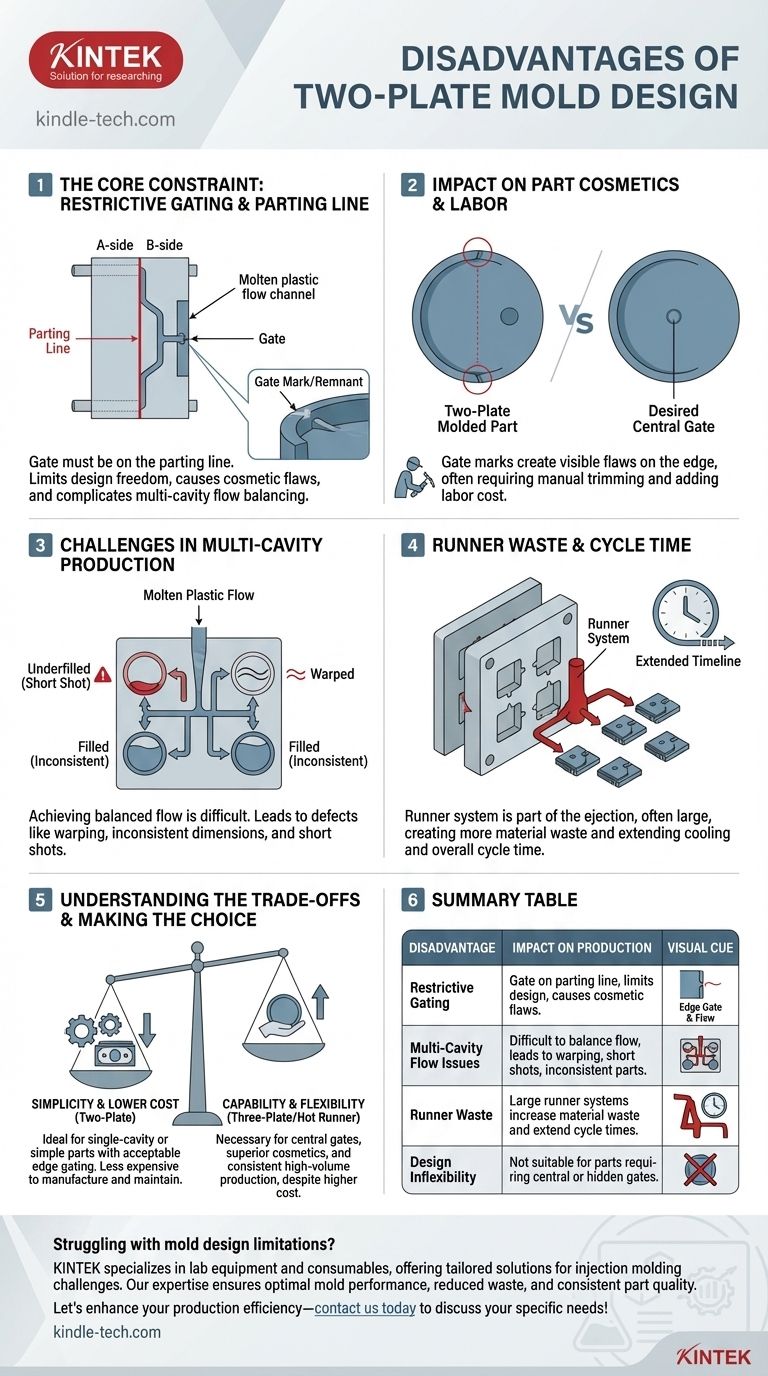
Основными недостатками двухплитной формы являются ограниченные возможности расположения литника и значительные проблемы, которые она создает для многогнездных компоновок. Поскольку литник должен располагаться на линии разъема формы, это ограничивает свободу проектирования, может вызвать косметические дефекты на детали и затрудняет достижение сбалансированного течения пластика по нескольким гнездам.
Несмотря на свою ценность за простоту и более низкую первоначальную стоимость, конструкция двухплитной формы по своей сути негибка. Эта простота достигается ценой потери контроля над расположением литника и эффективностью литниковой системы, что может поставить под угрозу качество детали и стабильность производства, особенно в сложных применениях.

Основное ограничение: литниковая система и линия разъема
Двухплитная форма — это самая базовая форма литьевой формы, состоящая из двух основных плит, А-стороны и В-стороны, которые встречаются по одной линии разъема. Простота этой конструкции является ее величайшей силой и источником ее основных ограничений.
Негибкое расположение литника
В двухплитной форме канал, по которому расплавленный пластик поступает в полость детали, известный как литник, должен располагаться непосредственно на этой линии разъема.
Это означает, что литник может быть размещен только на внешнем периметре или кромке формованной детали. Отсутствует свобода проектирования для размещения литника в центре или на невидимой поверхности вдали от края.
Влияние на косметику детали
Точка, в которой литник соединяется с деталью, оставляет небольшой след или остаток после его удаления.
Поскольку двухплитная форма вынуждает размещать этот след от литника на кромке детали, это может создать косметический дефект. Это часто требует вторичной ручной операции обрезки, что увеличивает трудозатраты и время производственного процесса.
Проблемы в многогнездном производстве
Эти ограничения усугубляются при производстве нескольких деталей за один цикл (многогнездная форма). Литниковая система, которая распределяет пластик по каждому гнезду, также ограничена линией разъема.
Сложность балансировки потока
В многогнездной компоновке достижение сбалансированного потока — когда все гнезда заполняются одновременно и под одинаковым давлением — является критической проблемой проектирования.
Поскольку литниковые каналы ограничены линией разъема, путь к некоторым гнездам часто длиннее, чем к другим. Этот дисбаланс может вызвать множество дефектов формования, включая коробление, несоответствие размеров и недоливы (неполные детали).
Отходы литниковой системы и время цикла
Литниковая система выбрасывается из формы вместе с деталями после каждого цикла.
В двухплитной конструкции, особенно с несколькими гнездами, эта литниковая система может быть большой и сложной. Это не только приводит к большим потерям материала, но и может увеличить необходимое время охлаждения, тем самым увеличивая общее время производственного цикла.
Понимание компромиссов
Решение об использовании двухплитной формы — это классический инженерный компромисс между простотой и возможностями. Ее ограничения не делают ее плохим выбором, но их необходимо сопоставлять с конкретными требованиями проекта.
Когда простота побеждает
Для одногнездных форм или для деталей, где литник на кромке является косметически и функционально приемлемым, двухплитная конструкция идеальна. Ее конструкция проще, что делает ее менее дорогой в производстве и более легкой в обслуживании, чем более сложные альтернативы.
Цена негибкости
Если ваша деталь требует центрального литника для структурной целостности или по косметическим причинам (например, точечный литник на круглой детали), двухплитная форма просто не является жизнеспособным вариантом. Конструкция этого не допускает.
Альтернатива: трехплитная форма
Основной альтернативой является трехплитная форма. Введение третьей плиты и второй линии разъема позволяет этой конструкции располагать литник почти в любом месте на поверхности детали. Это решает проблемы с косметикой и потоком, но достигается ценой большей сложности и стоимости формы.
Выбор правильного варианта для вашей цели
Выбор правильного типа формы требует согласования возможностей конструкции с приоритетами вашего проекта.
- Если ваш главный приоритет — минимизация первоначальных затрат на оснастку: Двухплитная форма часто является наиболее экономичным выбором, особенно для более простых деталей, где литник на кромке приемлем.
- Если ваш главный приоритет — превосходная косметика детали: Трехплитная форма или горячеканальная форма необходимы для размещения литника на невидимой поверхности, вдали от линии разъема.
- Если ваш главный приоритет — стабильное, высокообъемное производство: Тщательно взвесьте проблемы балансировки потока двухплитной конструкции; более сложная форма часто обеспечивает лучшую повторяемость от детали к детали и может оказаться более экономичной в долгосрочной перспективе.
Понимание этих фундаментальных компромиссов позволяет вам выбрать конструкцию формы, соответствующую специфическим функциональным, косметическим требованиям и требованиям к производству вашей детали.
Сводная таблица:
| Недостаток | Влияние на производство |
|---|---|
| Ограниченное расположение литника | Линик должен находиться на линии разъема, что ограничивает свободу проектирования и вызывает косметические дефекты. |
| Проблемы с потоком в многогнездных формах | Сложно сбалансировать поток пластика, что приводит к короблению, недоливам и неоднородным деталям. |
| Отходы литниковой системы | Большие литниковые системы увеличивают отходы материала и продлевают время цикла. |
| Негибкость конструкции | Не подходит для деталей, требующих центрального или скрытого литника. |
Сталкиваетесь с ограничениями в конструкции формы? KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая индивидуальные решения для проблем литья под давлением. Наш опыт обеспечивает оптимальную работу формы, сокращение отходов и стабильное качество деталей. Давайте повысим эффективность вашего производства — свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности!
Визуальное руководство
Связанные товары
- Двухплитная нагревательная пресс-форма для лаборатории
- Специальная пресс-форма для лабораторного использования
- Обойма пресс-формы для роторного таблеточного пресса с несколькими пуансонами для вращающихся овальных и квадратных форм
- Лабораторная пресс-форма для таблеток из борной кислоты для рентгенофлуоресцентного анализа
- Пресс-форма кольцевая для лабораторных применений
Люди также спрашивают
- Какова функция пресс-форм при подготовке композитов SiCf/Ti-43Al-9V? Достижение структурной точности
- Что такое метод прессования в форму (пресс-молдинг)? Руководство по получению стабильных и детализированных керамических форм
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Что такое процесс горячего прессования? Пошаговое руководство по компрессионному формованию
- В чем разница между термопрессом и сублимацией? Объяснение: Инструмент против процесса



















