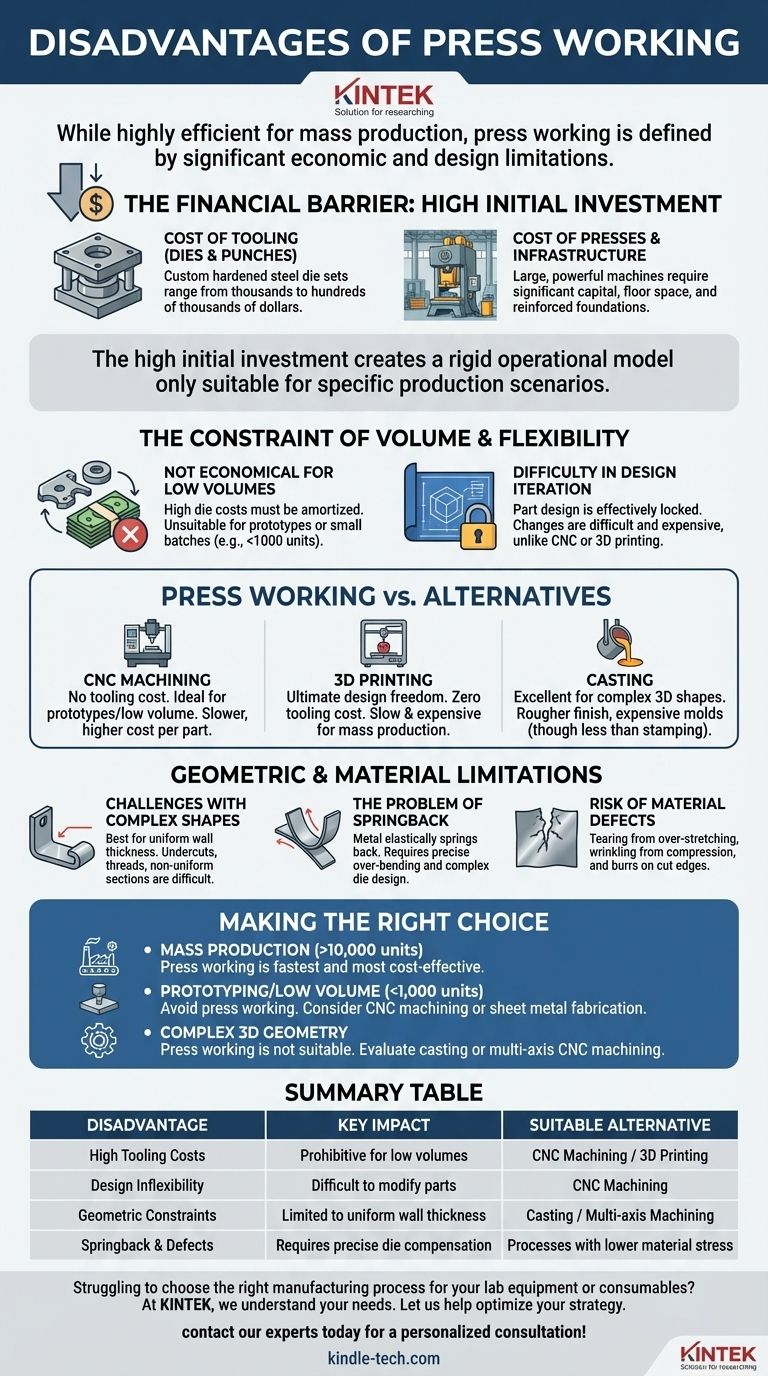
Хотя штамповка высокоэффективна для массового производства, она определяется значительными экономическими и конструктивными ограничениями. Основными недостатками являются исключительно высокие первоначальные затраты на оснастку, ее неэкономичность для мелкосерийного производства, а также присущие ей ограничения по геометрии и сложности деталей.
Штамповка обеспечивает непревзойденную скорость и экономичность в больших масштабах, но эта эффективность достигается за счет больших первоначальных инвестиций и ограниченной гибкости проектирования. Понимание этого фундаментального компромисса является ключом к выбору правильного производственного процесса для ваших нужд.

Финансовый барьер: высокие первоначальные инвестиции
Самым значительным препятствием для внедрения штамповки являются существенные капиталовложения, необходимые до того, как будет произведена хоть одна деталь. Эти затраты сосредоточены в оснастке и оборудовании.
Стоимость оснастки (штампы и пуансоны)
Основой любой операции штамповки является штамповый комплект. Это специальный инструмент из закаленной стали, который точно формирует или режет листовой металл.
Проектирование и изготовление штампа для серийного производства — это высокоспециализированный и дорогостоящий процесс. Стоимость может варьироваться от тысяч до сотен тысяч долларов, в зависимости от сложности, размера детали и требуемого срока службы.
Стоимость прессов и инфраструктуры
Помимо самого штампа, процесс требует больших и мощных механических или гидравлических прессов. Эти машины являются крупными капитальными затратами и требуют значительной площади в цеху, а часто и усиленного бетонного фундамента для компенсации их веса и рабочих усилий.
Ограничения по объему и гибкости
Высокие первоначальные инвестиции создают жесткую операционную модель, подходящую только для определенных производственных сценариев.
Неэкономично для малых объемов
Высокая стоимость штампа должна быть амортизирована на общее количество произведенных деталей. Это делает штамповку совершенно непригодной для прототипов, небольших партий или мелкосерийного производства.
Для экономической эффективности объемы производства, как правило, должны исчисляться десятками тысяч, сотнями тысяч или даже миллионами единиц.
Сложность итерации дизайна
Как только штамп изготовлен, конструкция детали по существу зафиксирована. Внесение даже незначительных изменений в деталь может быть невероятно сложным и дорогостоящим, часто требуя серьезной доработки или полной переделки штампа.
Это отсутствие гибкости резко контрастирует с такими процессами, как обработка на станках с ЧПУ или 3D-печать, где изменения в дизайне можно вносить, просто редактируя цифровой файл.
Понимание компромиссов: штамповка по сравнению с альтернативами
Недостатки штамповки становятся более очевидными при сравнении с другими распространенными методами производства. Это не «плохой» процесс сам по себе, а скорее специализированный.
Штамповка против обработки на станках с ЧПУ
Обработка на станках с ЧПУ вырезает материал из сплошного блока. Она практически не имеет затрат на оснастку, что делает ее идеальной для прототипов и малых объемов. Она также может создавать гораздо более сложные геометрические формы.
Однако обработка — гораздо более медленный процесс, что приводит к значительно более высокой стоимости за деталь при больших объемах по сравнению со скоростью штамповки (секунды на деталь).
Штамповка против 3D-печати (аддитивное производство)
3D-печать предлагает максимальную свободу проектирования и является предпочтительным процессом для единичных деталей и сложных прототипов. Она не имеет затрат на оснастку.
Ее основным ограничением являются скорость и свойства материала. В настоящее время она слишком медленная и дорогая для массового производства простых металлических деталей, что является точной сильной стороной штамповки.
Штамповка против литья
Литье включает заливку расплавленного металла в форму. Оно отлично подходит для создания очень сложных, толстых или трехмерных форм, которые невозможно получить штамповкой из листа.
Однако литье, как правило, дает более грубую чистоту поверхности и может потребовать вторичных операций механической обработки. Оснастка для литья (формы) также дорога, хотя обычно дешевле, чем штампы для высокоскоростной последовательной штамповки.
Геометрические и материальные ограничения
Даже для деталей, производимых в больших объемах, штамповка накладывает фундаментальные ограничения на то, что может быть спроектировано.
Проблемы со сложными формами
Штамповка лучше всего подходит для деталей с относительно равномерной толщиной стенки. Такие элементы, как поднутрения, резьба или неравномерные толстые участки, чрезвычайно трудно или невозможно создать за одну операцию штамповки.
Проблема пружинения (Springback)
После формовки в штампе металл имеет тенденцию упруго «пружинить» немного обратно к своей первоначальной плоской форме. Конструкторы штампов должны предсказать этот эффект и перегнуть деталь для компенсации, что добавляет сложности и рисков на этапе проектирования инструмента.
Риск дефектов материала
Процесс растяжения и гибки листового металла может привести к дефектам. Может произойти разрыв, если материал растянут слишком далеко, а сморщивание может возникнуть, если материал сжимается неправильно. Резаные кромки также имеют заусенцы, которые могут потребовать вторичной операции снятия заусенцев.
Принятие правильного решения для вашего проекта
Выбор правильного процесса полностью зависит от ваших конкретных целей в отношении объема, стоимости и сложности конструкции.
- Если ваш основной фокус — массовое производство (>10 000 единиц) окончательного, относительно простого дизайна: Штамповка почти наверняка является наиболее экономичным и быстрым решением.
- Если ваш основной фокус — прототипирование или мелкосерийное производство (<1 000 единиц): Избегайте штамповки из-за непомерно высоких затрат на оснастку; рассмотрите обработку на станках с ЧПУ или изготовление листового металла (лазерная резка и гибка).
- Если ваш основной фокус — создание детали с очень сложной 3D-геометрией или переменной толщиной стенки: Штамповка не подходит; вам следует рассмотреть литье или многоосевую обработку на станках с ЧПУ.
Взвесив высокие первоначальные затраты и ограничения в проектировании против невероятной скорости в больших масштабах, вы сможете уверенно определить, соответствует ли штамповка вашим производственным целям.
Сводная таблица:
| Недостаток | Ключевое влияние | Подходящая альтернатива |
|---|---|---|
| Высокие затраты на оснастку | Запретительно для малых объемов (<1 000 единиц) | Обработка ЧПУ / 3D-печать |
| Негибкость дизайна | Сложность модификации деталей после изготовления оснастки | Обработка ЧПУ (цифровое редактирование) |
| Геометрические ограничения | Ограничено равномерной толщиной стенки; нет поднутрений | Литье / Многоосевая обработка |
| Пружинение и дефекты | Требует точной компенсации в штампе; риск разрыва/сморщивания | Процессы с меньшим напряжением материала |
Испытываете трудности с выбором правильного производственного процесса для вашего лабораторного оборудования или расходных материалов? В KINTEK мы понимаем, что выбор между штамповкой, обработкой на станках с ЧПУ или 3D-печатью имеет решающее значение для успеха вашего проекта. Независимо от того, нужна ли вам эффективность массового производства или гибкое прототипирование лабораторных инструментов, наш опыт в производстве лабораторного оборудования гарантирует, что вы получите наиболее экономичное и технически подходящее решение.
Позвольте нам помочь вам оптимизировать вашу производственную стратегию — свяжитесь с нашими экспертами сегодня для получения индивидуальной консультации!
Визуальное руководство
Связанные товары
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Одноштамповочный электрический таблеточный пресс Лабораторный порошковый таблеточный пресс TDP
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования
- Лабораторный гидравлический пресс для перчаточного бокса
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
Люди также спрашивают
- Почему для горячего прессования зеленых лент NASICON используется гидравлический пресс с подогревом? Оптимизируйте плотность вашего твердого электролита
- Почему функция нагрева лабораторного гидравлического пресса необходима для сборки МЭА в ТЭПЭ? Оптимизация соединения ячейки
- Почему для композитных ламинатов необходим лабораторный гидравлический пресс с подогревом? Достижение структурной целостности без пустот
- Что такое горячий гидравлический пресс? Используйте тепло и давление для передового производства
- Как используется нагретый гидравлический пресс для батарей Li-LLZO? Оптимизация межфазного сцепления с помощью термодавления

















