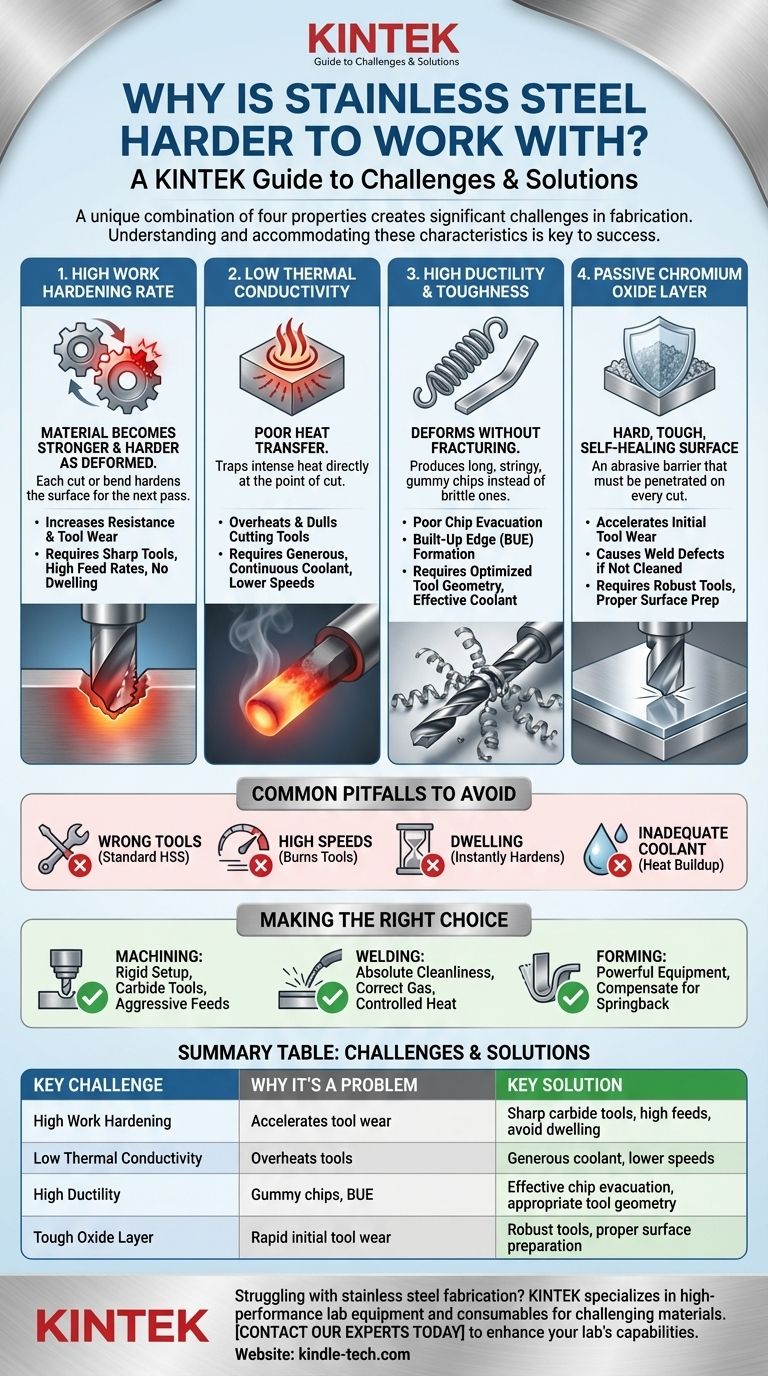
Основная причина, по которой с нержавеющей сталью сложнее работать, заключается в уникальном сочетании четырех свойств: высокой скорости наклёпывания, низкой теплопроводности, высокой пластичности и прочного пассивного поверхностного слоя. В отличие от более податливой углеродистой стали, нержавеющая сталь активно сопротивляется операциям резки, формовки и сварки, требуя специальных инструментов, методов и более глубокого понимания самого материала.
Те самые свойства, которые делают нержавеющую сталь желательной — ее прочность, стойкость и коррозионная устойчивость — являются прямой причиной проблем, возникающих при ее обработке. Эффективная работа с ней означает понимание и учет этих присущих ей характеристик, а не борьбу с ними.
Основные свойства, создающие проблемы
Чтобы понять, почему нержавеющая сталь сложна в обработке, необходимо рассмотреть ее основные металлургические свойства. Каждое из них создает определенный набор проблем для изготовителя.
Высокая скорость наклёпывания (Work Hardening Rate)
Наклёпывание, или упрочнение деформацией, — это явление, при котором металл становится прочнее и тверже по мере его пластической деформации.
Нержавеющая сталь, особенно аустенитные марки, такие как 304 и 316, имеет исключительно высокую скорость наклёпывания.
Это означает, что сам процесс резки, сверления или гибки материала мгновенно делает обрабатываемую поверхность значительно тверже. Следующий проход инструмента должен резать материал, который стал тверже, чем секунду назад, что приводит к порочному кругу возрастающего сопротивления и износа инструмента.
Низкая теплопроводность
Теплопроводность — это мера того, насколько хорошо материал проводит тепло.
Большинство сталей, таких как углеродистая сталь, являются относительно хорошими проводниками, позволяя интенсивному теплу, возникающему при резке, рассеиваться в теле заготовки и стружке.
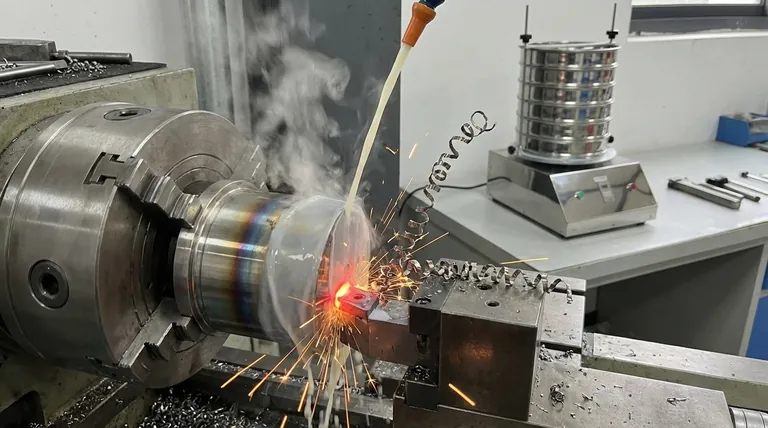
Нержавеющая сталь является плохим проводником тепла. Она удерживает тепло непосредственно в месте реза. Эта экстремальная концентрация тепла не размягчает заготовку; вместо этого она перегревает режущую кромку инструмента, что приводит к быстрому затуплению, деформации или даже плавлению самого инструмента.
Высокая пластичность и вязкость
Пластичность — это способность материала деформироваться без разрушения. Хотя это делает нержавеющую сталь прочной и устойчивой к ударам, это создает проблемы при механической обработке.
Вместо образования хрупкой стружки, которая чисто отламывается, высокая пластичность нержавеющей стали приводит к образованию длинной, тягучей и липкой стружки.
Эта стружка плохо удаляется, часто наматываясь на инструмент и заготовку. Это может испортить чистоту поверхности и, что более критично, привести к образованию «наплыва» (Built-Up Edge, BUE), когда мелкие частицы заготовки привариваются к кончику инструмента, разрушая его режущую геометрию и эффективность.
Пассивный слой оксида хрома
Свойство «нержавеющей» стали обусловлено микроскопически тонким, прозрачным слоем оксида хрома, который образуется на ее поверхности при контакте с воздухом.
Этот пассивный слой чрезвычайно твердый, прочный и самовосстанавливающийся. Он обеспечивает отличную коррозионную стойкость, но действует как абразивный барьер, который необходимо преодолеть при каждом первом резе.
Это вызывает ускоренный начальный износ режущей кромки инструмента. При сварке этот же оксидный слой может попасть в расплавленный сварочный пруд, если его должным образом не очистить и не защитить, вызывая дефекты и слабые места в конечном шве.
Распространенные ошибки, которых следует избегать
Уникальные свойства нержавеющей стали означают, что методы, используемые для углеродистой стали, часто приводят к неудаче. Избегание распространенных ошибок критически важно для успеха.
Использование неправильных инструментов, скоростей или подач
Стандартные инструменты из быстрорежущей стали (HSS) быстро изнашиваются. Вы должны использовать инструменты, изготовленные из более твердых, более жаростойких материалов, таких как кобальтовый HSS или твердый сплав.
Более того, работа на скоростях, типичных для мягкой стали, мгновенно сожжет инструмент из-за низкой теплопроводности нержавеющей стали. Правильный подход — это низкие скорости вращения в сочетании с высокой, постоянной подачей.
«Задержка» во время реза
Задержка — это когда режущий инструмент вращается на месте, не удаляя материал активно.
При работе с нержавеющей сталью задержка даже на долю секунды создаст огромное трение и тепло, заставляя поверхность мгновенно наклёпываться до такой степени, что ее может стать почти невозможно обрабатывать. Принцип должен быть таким: войти, сделать рез и выйти без колебаний.
Недостаточное охлаждение
Учитывая неспособность материала рассеивать тепло, обильная и постоянная подача высококачественной охлаждающей жидкости — это не опция, а необходимость.
Охлаждающая жидкость выполняет две функции: она отводит тепло от зоны контакта инструмента и заготовки, сохраняя срок службы инструмента, и помогает удалять стружку, предотвращая повреждения от тягучей стружки.
Игнорирование конкретной марки стали
Не все нержавеющие стали одинаковы. Марки «легкой механической обработки», такие как 303 или 416, гораздо более податливы, чем стандартная 304 или высокотемпературная 310.
Отношение ко всей нержавеющей стали как к единому материалу — это путь к разочарованию. Всегда определяйте конкретную марку и сверяйтесь с рекомендациями по ее механической обработке или сварке.
Правильный выбор для вашей цели
Успех при работе с нержавеющей сталью достигается выбором стратегии, которая напрямую противодействует ее сложным свойствам.
- Если ваш основной фокус — Механическая обработка: Используйте чрезвычайно жесткие крепления, острые твердосплавные или кобальтовые инструменты, низкие скорости, агрессивные подачи и большой объем охлаждающей жидкости для управления теплом и предотвращения наклёпывания.
- Если ваш основной фокус — Сварка: Обеспечьте абсолютную чистоту для удаления оксидного слоя, используйте правильный защитный газ (часто тримикс) и тщательно контролируйте подводимое тепло, чтобы минимизировать корорбление и деформацию.
- Если ваш основной фокус — Формовка: Используйте мощное оборудование для преодоления высокой начальной прочности и обязательно перегибайте материал, чтобы компенсировать его значительный пружинящий эффект (springback).
В конечном счете, освоение нержавеющей стали заключается не в борьбе с ее природой, а в уважении к ней с помощью правильных знаний, инструментов и методов.
Сводная таблица:
| Ключевая проблема | Почему это проблема | Ключевое решение |
|---|---|---|
| Высокая скорость наклёпывания | Каждый рез делает материал тверже, ускоряя износ инструмента. | Используйте острые твердосплавные инструменты, высокие подачи и избегайте задержек. |
| Низкая теплопроводность | Тепло концентрируется в месте реза, быстро перегревая инструменты. | Обильно подавайте охлаждающую жидкость и используйте более низкие скорости резания. |
| Высокая пластичность | Образует липкую, тягучую стружку, которая может повредить заготовку. | Обеспечьте эффективное удаление стружки и используйте соответствующую геометрию инструмента. |
| Прочный оксидный слой | Твердый поверхностный слой вызывает быстрый начальный износ инструмента. | Используйте прочные инструментальные материалы и обеспечьте правильную подготовку поверхности. |
Испытываете трудности с обработкой нержавеющей стали? KINTEK специализируется на поставке высокопроизводительного лабораторного оборудования и расходных материалов, адаптированных для сложных материалов, таких как нержавеющая сталь. Наш опыт гарантирует, что у вас будут правильные инструменты и поддержка для достижения точных и эффективных результатов. Свяжитесь с нашими экспертами сегодня, чтобы узнать, как мы можем улучшить возможности вашей лаборатории и оптимизировать рабочий процесс.
Визуальное руководство