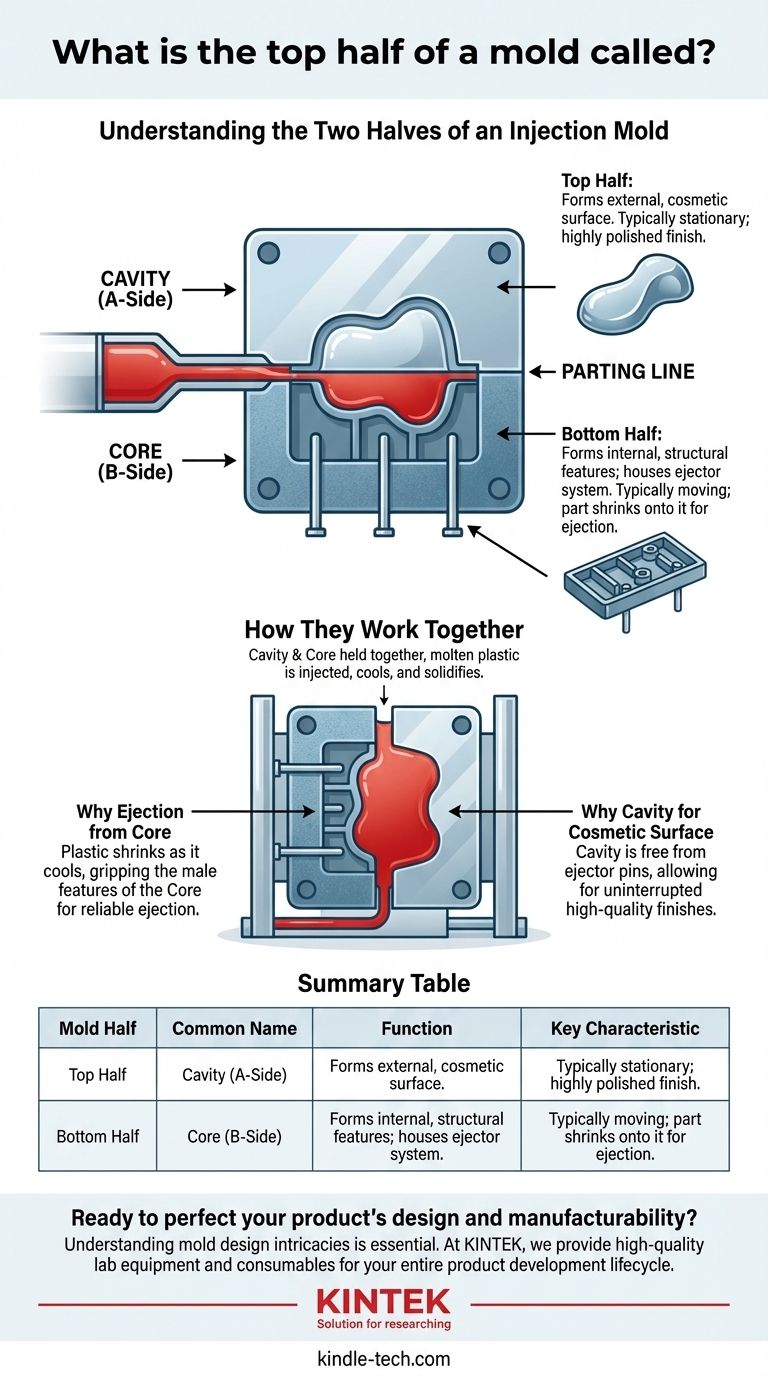
В литье под давлением верхняя половина пресс-формы чаще всего называется полостью. Эта секция обычно вогнута и формирует внешнюю, часто косметическую, поверхность конечного продукта — ту сторону, которую пользователи будут видеть и к которой будут прикасаться. Она работает в тандеме с нижней половиной, известной как пуансон, для создания готовой детали.
Основная концепция, которую необходимо усвоить, заключается в том, что инжекционная пресс-форма представляет собой двухкомпонентную систему. Полость (сторона А) формирует внешнюю косметическую поверхность детали, в то время как пуансон (сторона В) формирует ее внутренние и структурные особенности.

Две половины инжекционной пресс-формы
Каждая инжекционная пресс-форма построена на основе фундаментального разделения на две половины. Такая конструкция позволяет пресс-форме открываться и надежно извлекать пластиковую деталь после ее охлаждения и затвердевания.
Полость (сторона "А")
Полость — это та половина пресс-формы, которая обычно неподвижна и закреплена на машине для литья под давлением. Ее часто называют "стороной А" инструмента.
Эта секция тщательно обрабатывается и полируется для создания окончательного эстетического вида продукта. Поскольку она формирует "лицевую поверхность", ее отделка (глянцевая, матовая или текстурированная) критически важна для качества детали.
Пуансон (сторона "В")
Противоположная половина пресс-формы — это пуансон. Он обычно крепится к подвижной стороне литьевого пресса и часто называется "стороной В".
Пуансон обычно выпуклый, входит в полость. Он формирует внутренние, не косметические элементы детали, такие как ребра, бобышки и опорные конструкции. Эта сторона также содержит систему выталкивания (штыри, втулки и т. д.), которая выталкивает деталь после открытия пресс-формы.
Как они работают вместе
Когда пресс-форма закрыта, две половины удерживаются вместе под огромным давлением. Кромка, где встречаются полость и пуансон, называется линией разъема.
Затем расплавленный пластик впрыскивается в пустое пространство — формообразующую полость — образованное между полостью и пуансоном. Пластик заполняет это пространство, остывает и затвердевает, принимая точную форму объединенных половин пресс-формы.
Понимание последствий проектирования
Разделение между полостью и пуансоном не является произвольным; это критическое инженерное решение, которое влияет на качество, функциональность и технологичность детали.
Почему деталь выталкивается из пуансона
По мере охлаждения пластик сжимается. Это естественное сжатие приводит к тому, что деталь плотно обхватывает выступающие элементы пуансона.
Это преднамеренный элемент конструкции. Обеспечивая прилипание детали к пуансону (сторона B), выталкивающие штифты, расположенные там, имеют прочную поверхность для толкания, что гарантирует чистый и последовательный цикл выталкивания после открытия пресс-формы.
Почему полость формирует косметическую поверхность
Полость отвечает за окончательный внешний вид и ощущение продукта. Она свободна от сложных механизмов, таких как выталкивающие штифты, которые могут оставлять небольшие следы на пластиковой поверхности.
Такое разделение обязанностей позволяет дизайнерам задавать высококачественную отделку для стороны полости, не беспокоясь о прерываниях от механических элементов, необходимых для извлечения детали из инструмента.
Правильный выбор для вашей цели
Понимание этой терминологии — первый шаг к эффективному общению с дизайнерами, инженерами и производителями.
- Если ваша основная цель — конечный внешний вид продукта: Сосредоточьтесь на дизайне и отделке полости (сторона А), поскольку она определяет косметическое качество.
- Если ваша основная цель — структурная целостность или выталкивание детали: Ваш анализ должен быть сосредоточен на пуансоне (сторона В), который формирует внутренние элементы и содержит систему выталкивания.
- Если ваша основная цель — минимизировать видимые швы: Вы должны тщательно рассмотреть расположение линии разъема, где встречаются полость и пуансон.
Овладение различием между полостью и пуансоном дает вам возможность принимать более обоснованные решения на протяжении всего процесса разработки продукта.
Сводная таблица:
| Половина пресс-формы | Общее название | Функция | Ключевая характеристика |
|---|---|---|---|
| Верхняя половина | Полость (сторона А) | Формирует внешнюю, косметическую поверхность детали. | Обычно неподвижна; высокополированная отделка. |
| Нижняя половина | Пуансон (сторона В) | Формирует внутренние, структурные элементы; содержит систему выталкивания. | Обычно подвижен; деталь сжимается на нем для выталкивания. |
Готовы усовершенствовать дизайн и технологичность вашего продукта?
Понимание тонкостей конструкции пресс-форм, таких как критические роли полости и пуансона, имеет важное значение для успешного результата. В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, которые поддерживают весь жизненный цикл разработки продукта — от прототипирования до производства.
Независимо от того, совершенствуете ли вы косметическую поверхность или оптимизируете выталкивание детали, наличие правильных инструментов имеет решающее значение. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут расширить возможности вашей лаборатории и воплотить ваши проекты по литью под давлением в жизнь с точностью и эффективностью.
Визуальное руководство
Связанные товары
- Цилиндрическая пресс-форма с шкалой для лаборатории
- Пресс-форма против растрескивания для лабораторного использования
- Цилиндрическая пресс-форма для лабораторных применений
- Цилиндрическая пресс-форма Assemble Lab
- Круглая двунаправленная пресс-форма для лаборатории
Люди также спрашивают
- Какова функция пресс-форм при подготовке композитов SiCf/Ti-43Al-9V? Достижение структурной точности
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности
- Почему для тестирования батарей требуются пресс-формы с внутренними стенками из непроводящей смолы? Обеспечение точности данных
- Для чего используется пресс-форма? Достижение повторяемой точности и эффективности




