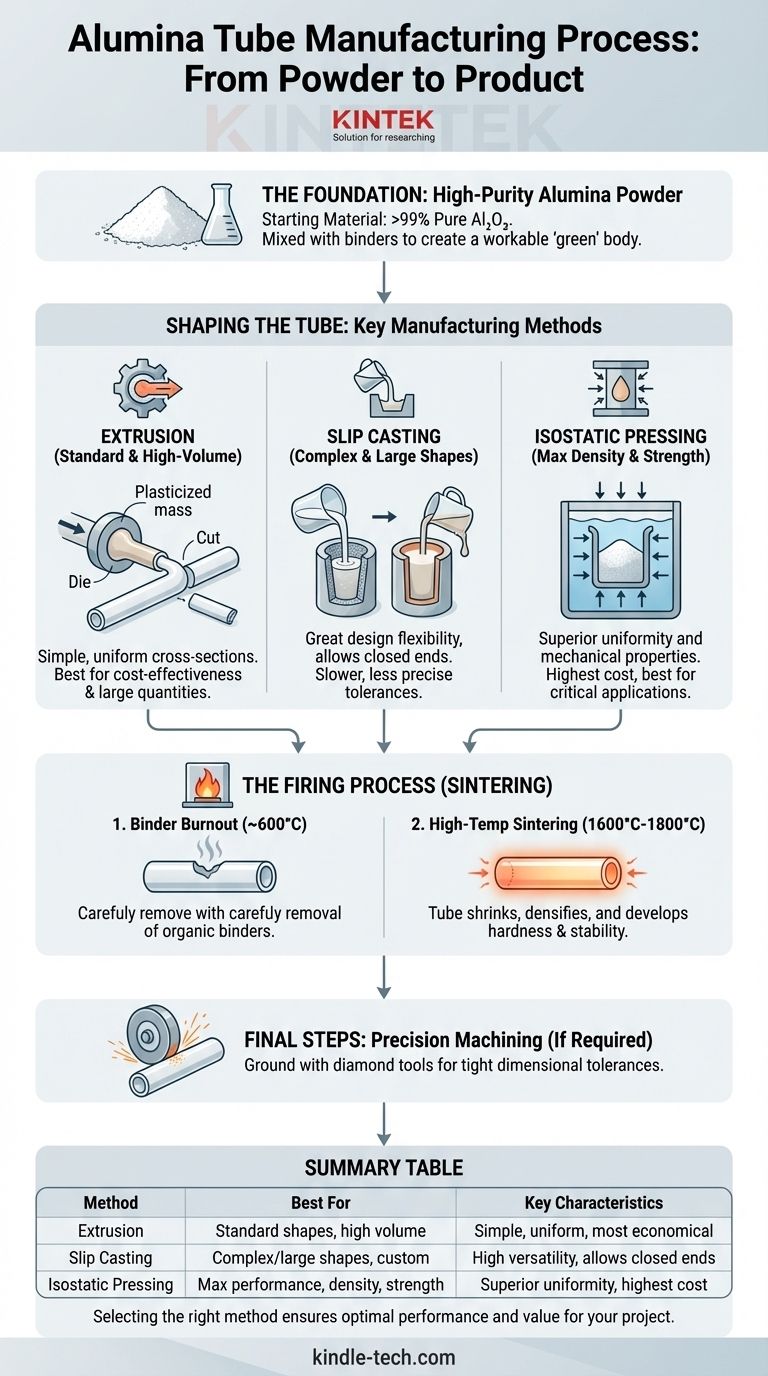
По своей сути, изготовление оксидно-алюминиевой трубки — это процесс формования керамики, который превращает высокочистый порошок оксида алюминия (Al₂O₃) в твердую, плотную и высокопрочную форму. Это достигается путем смешивания порошка со связующими веществами для создания пригодной для обработки массы, формования этого «сырого» изделия в трубку одним из нескольких методов, а затем обжига при чрезвычайно высоких температурах в процессе, называемом спеканием. Выбор конкретного метода формования является критически важным решением, которое определяет конечные свойства и стоимость трубки.
Метод изготовления, используемый для создания оксидно-алюминиевой трубки — в основном экструзия, литье шликером или изостатическое прессование — это не просто производственная деталь. Это самый важный фактор, определяющий плотность, точность размеров и механическую прочность трубки, что напрямую влияет на ее работу в условиях высоких температур или высоких требований к чистоте.

Основа: Высокочистый оксид алюминия в порошке
Начало с правильного материала
Весь процесс начинается с исключительно чистого порошка оксида алюминия (Al₂O₃). Для высокоэффективных применений, таких как печные трубки и полупроводниковые компоненты, эта чистота часто превышает 99%.
Эта высокая чистота является источником ключевых характеристик оксида алюминия: превосходной химической стойкости, высокой электрической изоляции и исключительной температурной стабильности.
Подготовка «сырого» изделия
Сырой порошок нельзя легко сформировать. Его необходимо смешать с водой, органическими связующими веществами и пластификаторами.
Это создает пригодную для обработки, похожую на глину массу (для экструзии) или жидкую суспензию, называемую «шликером» (для литья шликером). Это необожженное, податливое состояние известно как «сырое» изделие (green body).
Формование трубки: Основные методы изготовления
Выбор метода формования является критически важным инженерным решением, основанным на желаемых размерах трубки, ее сложности и требованиях к производительности.
Экструзия: Рабочая лошадка для стандартных трубок
Экструзия — это наиболее распространенный и экономичный метод производства простых, однородных трубок.
Пластифицированная алюминиевая смесь под высоким давлением продавливается через круглое отверстие (фильеру). Это создает длинную непрерывную трубку, которая затем разрезается на нужную длину. Этот метод идеален для крупносерийного производства стандартных защитных трубок, изоляторов и опор для печных проводов.
Литье шликером: Для сложных или крупногабаритных форм
Литье шликером используется для трубок нестандартной формы, с закрытыми концами или очень большого диаметра, которые нецелесообразно изготавливать методом экструзии.
Жидкая суспензия оксида алюминия заливается в пористую гипсовую форму. Гипс поглощает воду из суспензии, в результате чего на внутренней поверхности формы образуется твердый слой оксида алюминия. После достижения желаемой толщины стенки избыток суспензии выливается.
Изостатическое прессование: Для максимальной плотности и прочности
Изостатическое прессование позволяет получать оксидно-алюминиевые трубки самого высокого качества, наиболее однородные и плотные. Этот метод используется для самых требовательных применений.
Порошок оксида алюминия помещается в гибкую форму в виде трубки, которая затем погружается в камеру с жидкостью. На жидкость подается огромное, равномерное давление, уплотняющее порошок со всех сторон. В результате получается исключительно плотное сырое изделие с минимальными внутренними дефектами.
От «сырого» изделия к готовому: Процесс обжига
После формования «сырая» трубка хрупка и не обладает конечными керамическими свойствами. Стадия обжига, или спекания, превращает ее в твердый, плотный конечный продукт.
Важность выгорания связующих веществ
Сырая трубка сначала медленно нагревается до умеренной температуры (около 600°C). Этот важнейший этап аккуратно выжигает органические связующие вещества и пластификаторы, не вызывая трещин или дефектов в трубке.
Высокотемпературное спекание
Затем трубка нагревается в печи до экстремальной температуры, обычно от 1600°C до 1800°C.
При этой температуре отдельные частицы оксида алюминия сплавляются вместе. Трубка значительно сжимается (до 20%) и уплотняется, устраняя пористость и приобретая характерную твердость, термическую стабильность и механическую прочность.
Прецизионная механическая обработка и отделка
После спекания оксидно-алюминиевая трубка становится чрезвычайно твердой. Если требуются очень жесткие допуски по размерам, ее необходимо отшлифовать до окончательного размера с использованием инструментов с алмазным напылением.
Понимание компромиссов
Каждый производственный процесс предполагает баланс между стоимостью, сложностью и конечной производительностью.
Экструзия: Стоимость против сложности
Экструдированная трубка очень экономична для стандартных форм и больших объемов. Однако этот метод ограничен простыми, однородными поперечными сечениями.
Литье шликером: Универсальность против допуска
Литье шликером обеспечивает большую гибкость дизайна, позволяя создавать сложные или крупногабаритные формы. Обратной стороной часто является более медленный процесс и потенциально менее точные допуски по размерам по сравнению с другими методами.
Изостатическое прессование: Производительность против стоимости
Этот метод дает трубки с превосходной плотностью, однородностью и прочностью, что делает их идеальными для критически важных применений в вакууме, турбинах или в качестве конструкционных компонентов. Эта высокая производительность достигается за счет значительно более высокой производственной стоимости.
Выбор правильной трубки для вашего применения
Понимание производственного процесса позволяет вам выбрать правильную трубку в зависимости от ваших конкретных технических требований и бюджета.
- Если ваш основной акцент делается на экономичности для стандартных применений (например, защитные термопарные трубки, опоры для печных проводов): Экструдированная трубка обеспечивает превосходную производительность при самой низкой стоимости.
- Если ваш основной акцент делается на сложной форме или трубке большого диаметра (например, индивидуальные печные футеровки или тигли): Литая шликером трубка обеспечивает необходимую гибкость дизайна.
- Если ваш основной акцент делается на максимальной производительности в экстремальных условиях (например, компоненты высокотемпературных вакуумных печей или прецизионная обработка пластин): Изостатически прессованная трубка обеспечит самую высокую плотность, чистоту и механическую прочность.
Согласовывая метод производства с требованиями вашего применения, вы обеспечиваете оптимальную производительность и ценность для вашего проекта.
Сводная таблица:
| Метод изготовления | Лучше всего подходит для | Ключевые характеристики |
|---|---|---|
| Экструзия | Стандартные формы, большие объемы, экономичность | Простые, однородные трубки; наиболее экономичный |
| Литье шликером | Сложные/крупные формы, индивидуальный дизайн | Высокая универсальность; позволяет создавать закрытые концы и большие диаметры |
| Изостатическое прессование | Максимальная производительность, плотность и прочность | Превосходная однородность и механические свойства; самая высокая стоимость |
Нужна высокоэффективная оксидно-алюминиевая трубка, адаптированная для конкретного применения в вашей лаборатории? Правильный метод изготовления имеет решающее значение для достижения термической стабильности, химической стойкости и механической прочности, требуемых вашими процессами. В KINTEK мы специализируемся на поставке прецизионного лабораторного оборудования и расходных материалов, включая оксидно-алюминиевые трубки, разработанные для надежности. Позвольте нашим экспертам помочь вам выбрать идеальную трубку для вашей печи, полупроводникового или исследовательского применения. Свяжитесь с нами сегодня, чтобы обсудить ваши требования и получить ценовое предложение!
Визуальное руководство
Связанные товары
- Алюминиевая трубка для печи (Al2O3) для передовых тонких керамических материалов
- Защитная трубка из высокотемпературного оксида алюминия (Al2O3) для инженерной тонкой керамики
- Лабораторная трубчатая печь высокой температуры 1700℃ с алюминиевой трубкой
- Лабораторная трубчатая печь высокой температуры 1400℃ с корундовой трубкой
- Износостойкая пластина из оксида алюминия Al2O3 для инженерной тонкой керамики
Люди также спрашивают
- Как чистить муфельную трубку из оксида алюминия? Продлите срок службы трубки и обеспечьте чистоту эксперимента
- Как печь с трубчатой корундовой трубой с контролируемой атмосферой имитирует условия в средах CSP? Мастерская точность.
- Как используется высокотемпературная трубчатая печь при анализе серы? Важнейший инструмент для точной геологической калибровки
- Почему высокотемпературная трубчатая печь является ключевым элементом восстановления технического углерода? Мастерство точного пиролиза и регенерации материалов
- Как чистить трубчатую печь с оксидом алюминия? Продлите срок службы трубки с помощью правильного технического обслуживания



















