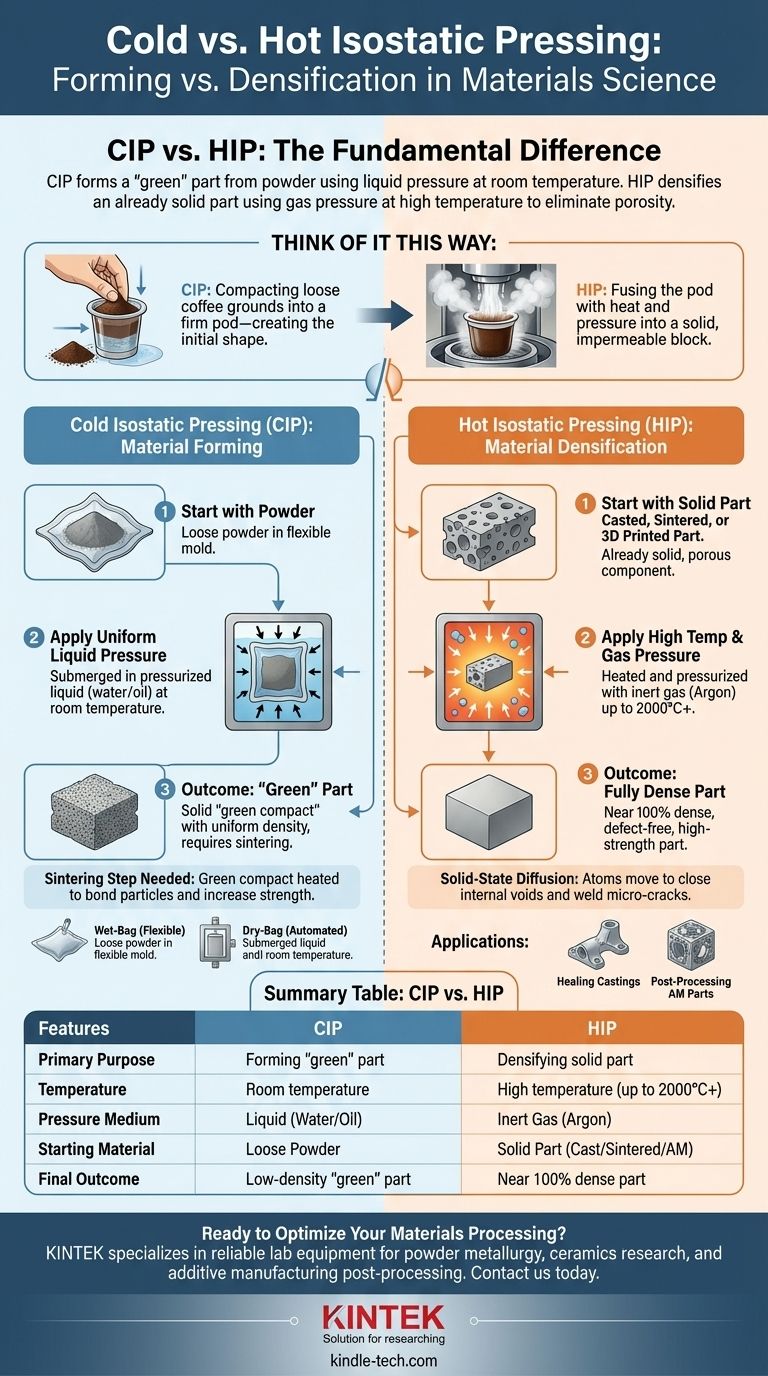
Основное различие между холодным и горячим изостатическим прессованием заключается в их цели и времени в производственном процессе. Холодное изостатическое прессование (ХИП) использует давление жидкости при комнатной температуре для придания формы твердой «сырой» детали из порошка. Напротив, горячее изостатическое прессование (ГИП) использует газовое давление при высоких температурах для устранения внутренней пористости и полного уплотнения уже твердой детали.
Представьте это так: ХИП похоже на прессование рассыпанного кофейного порошка в плотную таблетку — оно создает первоначальную форму. ГИП похоже на то, как если бы вы взяли эту таблетку и с помощью тепла и давления спекли порошок в единый, твердый, непроницаемый блок.

Что такое холодное изостатическое прессование (ХИП)?
Холодное изостатическое прессование — это процесс формования материала. Его основная цель — взять рыхлый порошок и спрессовать его в твердую форму с однородной плотностью.
Основной принцип: формование под равномерным давлением
При ХИП порошок помещают внутрь гибкой герметичной формы (часто изготовленной из резины или уретана). Затем эту форму погружают в камеру высокого давления, заполненную жидкостью.
Жидкость, как правило, вода или масло, подвергается давлению, оказывая равное усилие на все поверхности формы. Это равномерное давление уплотняет порошок в связную массу.
Результат — «Сырая» деталь
Результатом ХИП является «сырой компакт». Эта деталь достаточно твердая, чтобы ее можно было обрабатывать и обрабатывать на станке, но она еще не достигла своей окончательной прочности или плотности. В ней все еще присутствует значительная пористость между частицами порошка.
Необходимый следующий шаг: спекание
Для достижения окончательной прочности сырой компакт после ХИП должен пройти последующий процесс нагрева, называемый спеканием. Во время спекания деталь нагревают до высокой температуры (ниже температуры плавления), заставляя частицы порошка связываться и сплавляться, что увеличивает плотность и прочность.
ХИП с «мокрым» мешком против ХИП с «сухим» мешком
Само ХИП имеет два основных варианта в зависимости от того, как обрабатывается форма:
- «Мокрый» мешок (Wet-Bag): Форма вручную заполняется, герметизируется и погружается в давление жидкости для каждого цикла. Этот метод гибок и идеально подходит для сложных форм и небольших объемов производства.
- «Сухой» мешок (Dry-Bag): Форма встраивается непосредственно в сосуд под давлением. Порошок засыпается, прессуется и выгружается в более автоматизированном процессе, что делает его подходящим для более простых форм и крупносерийного производства.
Что такое горячее изостатическое прессование (ГИП)?
Горячее изостатическое прессование — это процесс уплотнения материала и устранения дефектов. Он не используется для придания формы рыхлому порошку, а скорее для совершенствования уже твердого компонента.
Основной принцип: уплотнение при температуре
При ГИП предварительно сформированная твердая деталь помещается внутрь сосуда, который затем заполняется инертным газом под высоким давлением, обычно аргоном. Сосуд одновременно нагревается до чрезвычайно высоких температур.
Исходный материал: уже твердый
Критически важно, что ГИП применяется к деталям, которые уже являются твердыми. К ним относятся компоненты, изготовленные литьем, аддитивным производством или детали, ранее сформованные с помощью ХИП и затем спеченные.
Результат: устранение пористости
Сочетание интенсивного тепла и равномерного газового давления заставляет атомы материала перемещаться и диффундировать — процесс, называемый твердофазной диффузией. Это закрывает и сваривает любые внутренние пустоты, поры или микротрещины внутри компонента.
В результате получается деталь, которая приближается к 100% ее теоретически максимальной плотности, что значительно улучшает ее механические свойства, такие как усталостная долговечность, пластичность и ударная вязкость. Вот почему это важно для высокопроизводительных применений, таких как турбины реактивных двигателей и медицинские имплантаты.
Понимание компромиссов: Сравнение процессов
Выбор между ХИП и ГИП — это не выбор между альтернативами, а решение о том, какой производственный этап необходим для вашей цели.
Цель: Формование против Финишной обработки
ХИП — это процесс формования, используемый в начале жизненного цикла детали для создания ее основной формы из порошка. ГИП — это процесс финишной обработки, используемый в конце для совершенствования внутренней структуры твердой детали.
Температура и среда давления
ХИП работает при комнатной температуре или около нее, используя жидкость для передачи давления. ГИП работает при очень высоких температурах, используя инертный газ для передачи давления.
Состояние материала: Порошок против Твердого тела
ХИП начинается с порошка в гибкой форме. ГИП начинается с твердой детали.
Конечная плотность и прочность
Одно только ХИП дает «сырую» деталь низкой прочности, требующую спекания. ГИП дает полностью уплотненную, высокопрочную деталь путем устранения остаточной пористости из уже твердого компонента.
Сделайте правильный выбор для вашей цели
Чтобы выбрать правильный процесс, вы должны сначала определить свою цель.
- Если ваша основная цель — создание сложной детали из порошка: Ваш процесс будет включать холодное изостатическое прессование (ХИП) для придания формы, за которым последует спекание для упрочнения.
- Если ваша основная цель — максимальное повышение надежности критически важного литья: Используйте горячее изостатическое прессование (ГИП) в качестве постобработки для устранения внутренних литейных дефектов и достижения полной плотности.
- Если ваша основная цель — достижение максимально возможной производительности от компонента порошковой металлургии: Используйте многоступенчатый процесс: ХИП для формования сырой детали, затем спекание и, наконец, ГИП в качестве заключительного этапа для устранения любой оставшейся пористости.
В конечном счете, ваш выбор полностью зависит от того, создаете ли вы новую форму из порошка или совершенствуете внутреннее качество уже существующей твердой детали.
Сводная таблица:
| Характеристика | Холодное изостатическое прессование (ХИП) | Горячее изостатическое прессование (ГИП) |
|---|---|---|
| Основная цель | Формование «сырой» детали из порошка | Уплотнение существующей твердой детали |
| Температура | Комнатная температура | Высокая температура (до 2000°C+) |
| Среда давления | Жидкость (вода/масло) | Инертный газ (Аргон) |
| Исходный материал | Рыхлый порошок | Твердая деталь (литая, спеченная или напечатанная на 3D-принтере) |
| Конечный результат | «Сырая» деталь низкой плотности, требующая спекания | Деталь с плотностью, близкой к 100%, высокой прочности |
| Типичные применения | Создание сложных форм из порошка | Устранение дефектов в отливках, улучшение деталей, изготовленных аддитивным способом |
Готовы оптимизировать обработку ваших материалов?
Независимо от того, нужно ли вам формовать сложные детали из порошка с помощью холодного изостатического прессования (ХИП) или достичь максимальной плотности и производительности с помощью горячего изостатического прессования (ГИП), KINTEK обладает опытом и оборудованием для удовлетворения потребностей вашей лаборатории.
Мы специализируемся на предоставлении надежного лабораторного оборудования и расходных материалов для:
- Исследований в области порошковой металлургии и керамики
- Постобработки аддитивного производства
- Разработки высокоэффективных материалов
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения для изостатического прессования могут улучшить свойства ваших материалов и оптимизировать производственный процесс.
Свяжитесь с нашими экспертами прямо сейчас!
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей

















