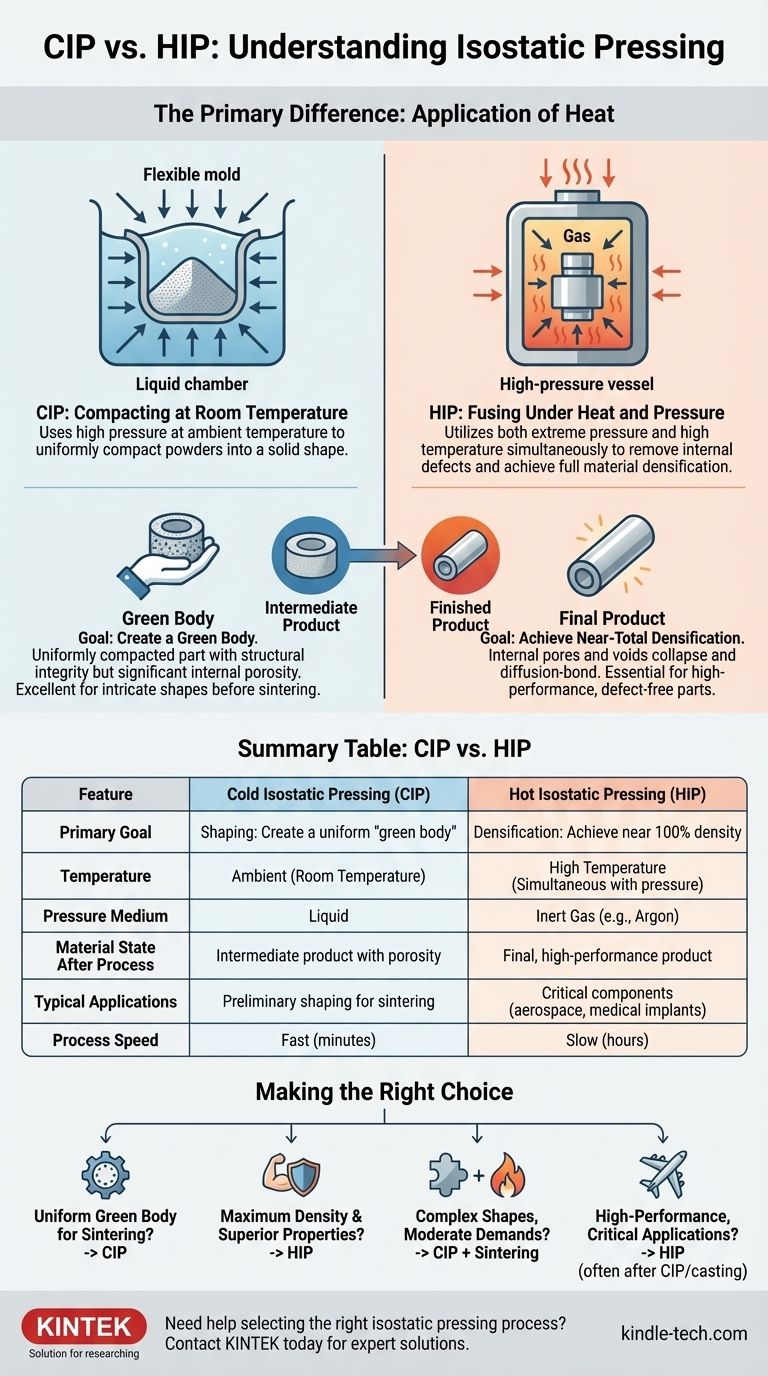
По своей сути, основное различие между холодным изостатическим прессованием (CIP) и горячим изостатическим прессованием (HIP) заключается в применении тепла. CIP использует высокое давление при комнатной температуре для равномерного уплотнения порошков в твердую форму. В отличие от этого, HIP одновременно использует как экстремальное давление, так и высокую температуру для устранения внутренних дефектов и достижения полного уплотнения материала.
Выбор между CIP и HIP — это не выбор лучшего процесса, а подбор правильного инструмента для выполнения задачи. CIP — это, по сути, процесс формования для создания исходных форм, тогда как HIP — это термическая обработка для достижения почти полного уплотнения и превосходных свойств материала.

Основные процессы: Формование против уплотнения
Чтобы понять, когда использовать каждый процесс, вы должны рассматривать их как отдельные инструменты для разных стадий производства. Один предназначен для первоначального формования, другой — для окончательного совершенствования.
Холодное изостатическое прессование (CIP): Уплотнение при комнатной температуре
CIP включает помещение порошкового материала в гибкую форму и погружение ее в жидкостную камеру. Затем эта жидкость подвергается давлению, оказывая равномерное давление со всех сторон на форму.
Основная цель CIP — создание «зеленой заготовки». Это равномерно уплотненная деталь с достаточной структурной целостностью для обработки, но все еще содержащая значительную внутреннюю пористость.
Поскольку он равномерно уплотняет порошок, CIP является отличным предварительным этапом для производства сложных или замысловатых форм, которые будут подвергаться дальнейшей обработке, такой как спекание или HIP.
Горячее изостатическое прессование (HIP): Сплавление под воздействием тепла и давления
HIP помещает компонент внутрь сосуда высокого давления, который затем заполняется инертным газом, обычно аргоном. Сосуд нагревается до очень высоких температур, в то время как газ находится под давлением.
Сочетание тепла и изостатического давления приводит к тому, что материал становится пластичным. Это позволяет внутренним порам и пустотам внутри материала схлопываться и диффузионно связываться.
Цель HIP — не создание исходной формы, а устранение внутренних дефектов в отливках или консолидация порошков в полностью плотный, высокопроизводительный конечный продукт.
Сравнение результатов: Зеленая заготовка против конечного продукта
Состояние материала после каждого процесса раскрывает их различные роли. Деталь, вышедшая из цикла CIP, является промежуточным продуктом, тогда как деталь, вышедшая из цикла HIP, часто является готовым продуктом.
Свойства, достигаемые с помощью CIP
CIP производит компонент с очень равномерной плотностью. Эта однородность критически важна, поскольку она предотвращает деформацию и искажения во время последующих высокотемпературных процессов, таких как спекание.
Однако механические свойства детали, обработанной CIP, скромны. Она тверда, но еще не достигла прочности или вязкости, необходимых для требовательных применений.
Свойства, достигаемые с помощью HIP
HIP приводит к получению материала, который близок к 100% своей теоретической максимальной плотности. Это устранение пористости значительно улучшает его механические свойства.
Материалы, прошедшие HIP, демонстрируют превосходную прочность, пластичность, усталостную долговечность и трещиностойкость. Это делает процесс незаменимым для компонентов, где отказ недопустим.
Понимание компромиссов: Время и сложность
Хотя HIP обеспечивает превосходные конечные свойства, эти преимущества сопряжены со значительными компромиссами во времени обработки и сложности.
Скорость процесса и пропускная способность
CIP — относительно быстрый процесс, время цикла которого часто измеряется минутами. Это делает его подходящим для предварительного формования с большим объемом.
HIP значительно медленнее, требуя часов для полного цикла. Это связано со временем, необходимым для нагрева сосуда, приложения давления, выдержки при температуре и безопасного охлаждения.
Подходящие применения и геометрии
CIP идеально подходит для создания исходной формы простых или сложных форм, которым требуется равномерная плотность перед окончательным спеканием. Это экономичный метод формования.
HIP используется для окончательного уплотнения критически важных компонентов, часто со сложными геометриями, таких как лопатки авиационных турбин, медицинские имплантаты и высоконагруженный промышленный инструмент.
Правильный выбор для вашей цели
Ваш выбор между CIP и HIP — или решение использовать их последовательно — полностью зависит от требований к производительности вашего материала и области применения.
- Если ваша основная цель — создание однородной зеленой заготовки для последующего спекания: CIP — правильный и наиболее экономичный выбор.
- Если ваша основная цель — достижение максимальной плотности и превосходных механических свойств в конечном компоненте: HIP — это незаменимый процесс.
- Если ваша основная цель — производство сложных форм без критических требований к производительности: Последовательности CIP с последующим обычным спеканием часто достаточно.
- Если ваша основная цель — производство высокопроизводительных, бездефектных деталей для критически важных применений: Вы почти наверняка будете полагаться на HIP, часто обрабатывая деталь, ранее сформированную с помощью CIP, литья или аддитивного производства.
В конечном итоге, понимание этих процессов как взаимодополняющих инструментов — один для формования, другой для совершенствования — является ключом к производству передовых материалов.
Сводная таблица:
| Характеристика | Холодное изостатическое прессование (CIP) | Горячее изостатическое прессование (HIP) |
|---|---|---|
| Основная цель | Формование: Создание однородной «зеленой заготовки» | Уплотнение: Достижение почти 100% плотности |
| Температура | Окружающая (комнатная температура) | Высокая температура (одновременно с давлением) |
| Среда давления | Жидкость | Инертный газ (например, аргон) |
| Состояние материала после процесса | Промежуточный продукт с пористостью | Конечный, высокопроизводительный продукт |
| Типичные применения | Предварительное формование для спекания | Критические компоненты (аэрокосмическая промышленность, медицинские имплантаты) |
| Скорость процесса | Быстро (минуты) | Медленно (часы) |
Нужна помощь в выборе правильного процесса изостатического прессования для материалов вашей лаборатории?
В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, предоставляя экспертные решения для всех ваших потребностей в обработке материалов. Независимо от того, формируете ли вы новый материал с помощью CIP или стремитесь к максимальному уплотнению с помощью HIP, наша команда поможет вам выбрать правильный инструмент для достижения превосходных результатов и повышения эффективности вашей лаборатории.
Свяжитесь с нами сегодня, чтобы обсудить ваше конкретное применение и узнать, как KINTEK может поддержать ваши цели в производстве передовых материалов.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
Люди также спрашивают
- Каков принцип горячего изостатического прессования? Достижение 100% плотности и превосходных характеристик
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?

















