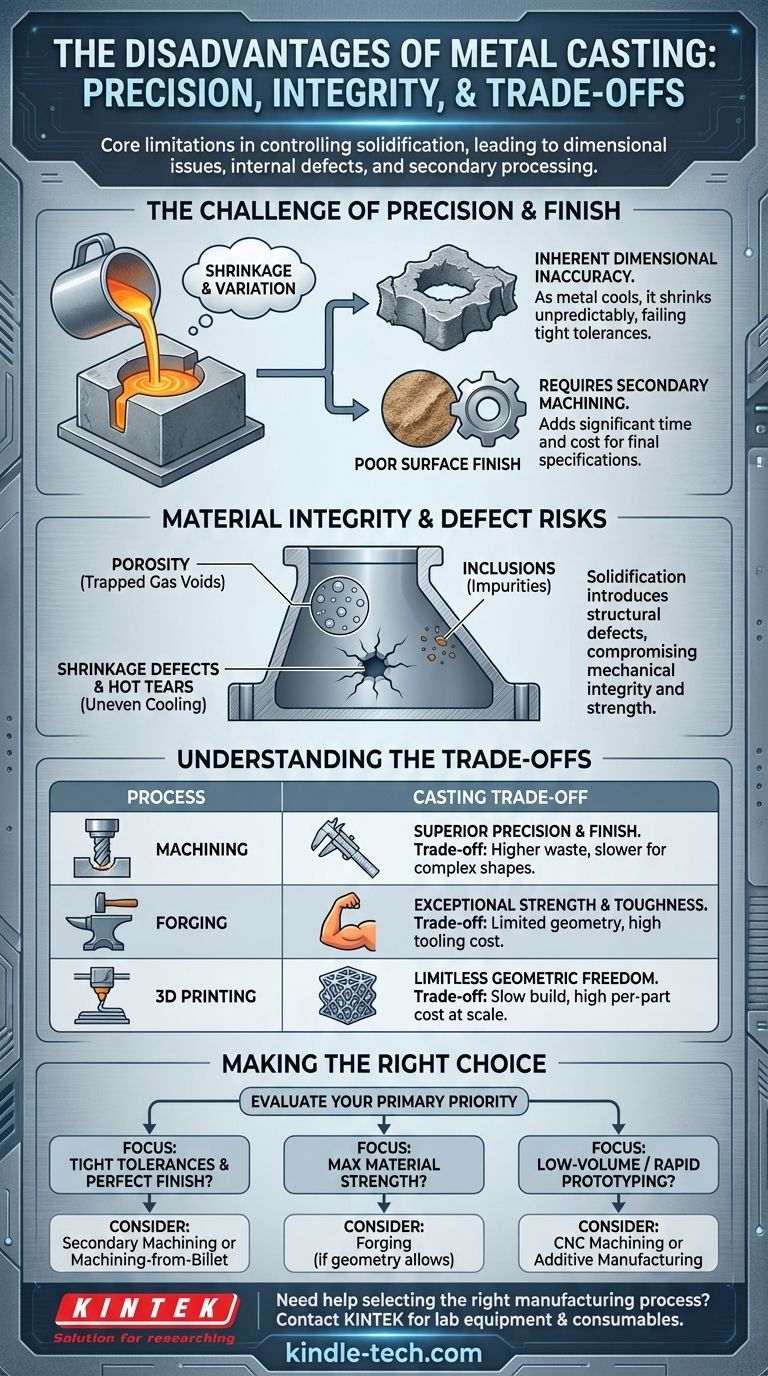
Хотя литье металла является фундаментальным и универсальным производственным процессом, оно характеризуется рядом критических ограничений. Основные недостатки связаны с проблемами контроля процесса затвердевания, что приводит к проблемам с точностью размеров, потенциальным внутренним дефектам и частой необходимостью дорогостоящей вторичной обработки для соответствия окончательным спецификациям.
Основной компромисс при литье металла заключается в жертвовании точностью размеров, качеством поверхности и, возможно, прочностью материала ради возможности производства сложных геометрических форм, часто в больших объемах, при относительно низкой себестоимости единицы продукции.
Проблема точности и качества поверхности
Наиболее непосредственные и распространенные недостатки литья связаны с окончательными размерами и качеством поверхности детали. Эти проблемы часто требуют дополнительных производственных этапов, что увеличивает время и стоимость.
Присущая неточность размеров
По мере охлаждения и затвердевания расплавленный металл сжимается. Предсказать и контролировать это сжатие с идеальной равномерностью по сложной геометрии чрезвычайно сложно.
Это приводит к тому, что готовые детали могут не соответствовать жестким допускам по размерам. Такие факторы, как деформация формы и небольшие изменения скорости охлаждения, способствуют этой неточности.
Плохое качество поверхности
Поверхность литой детали является точной копией внутренней поверхности формы. Для обычных процессов, таких как литье в песчаные формы, это приводит к характерной шероховатой текстуре.
Даже с более гладкими материалами формы, качество поверхности после литья редко приемлемо для сопрягаемых поверхностей, уплотнительных зон или компонентов, где эстетика имеет решающее значение.
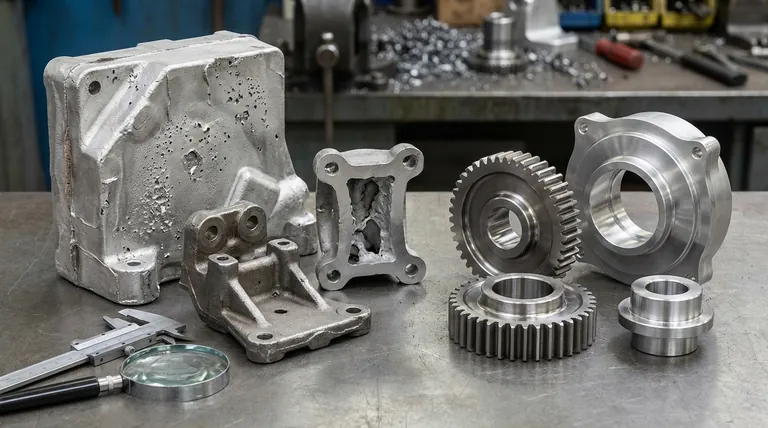
Необходимость вторичной механической обработки
Из-за плохих допусков и качества поверхности почти все отливки требуют вторичной механической обработки.
Это включает такие процессы, как фрезерование, токарная обработка, сверление или шлифование для достижения окончательных требуемых размеров и гладкости. Этот этап постобработки значительно увеличивает стоимость и нивелирует некоторые первоначальные преимущества литья в скорости.
Целостность материала и риски дефектов
Переход из жидкого состояния в твердое — это нестабильный процесс, который может привести к появлению ряда структурных дефектов, нарушающих механическую целостность конечного компонента.
Пористость
Газы могут растворяться в расплавленном металле, а затем задерживаться в виде пузырьков при его затвердевании. Это создает небольшие внутренние пустоты, известные как пористость.
Эти пустоты действуют как концентраторы напряжений, снижая общую прочность детали и делая ее восприимчивой к разрушению под нагрузкой, особенно к усталости.
Усадка и горячие трещины
Если более толстые участки отливки остывают медленнее, чем прилегающие более тонкие участки, это может привести к образованию пустот или углублений, называемых дефектами усадки.
Кроме того, если детали мешает свободно сжиматься форма, это может привести к накоплению напряжений, вызывающих образование трещин, пока металл еще горячий, — дефект, известный как горячий разрыв или горячее растрескивание.
Включения
Неметаллические примеси, такие как частицы формовочного материала (песчинки), шлак или оксиды, могут задерживаться внутри затвердевающего металла.
Эти включения нарушают металлическую зернистую структуру и создают слабые места внутри детали, аналогично эффекту пористости.
Понимание компромиссов: литье против других процессов
Недостатки литья лучше всего понимать в сравнении с альтернативными методами производства. Ваш выбор полностью зависит от конкретных требований к детали.
Литье против механической обработки
Механическая обработка из цельного металлического блока (заготовки) обеспечивает превосходную точность размеров и качество поверхности. Она также производит деталь с более однородной и предсказуемой внутренней структурой.
Компромисс заключается в отходах и времени. Механическая обработка — это субтрактивный процесс, который создает значительное количество отходов (стружки) и может быть намного медленнее и дороже для производства сложных форм с нуля.
Литье против ковки
Ковка включает формование металла с использованием сжимающих сил, что улучшает зернистую структуру металла и дает детали с исключительной прочностью, ударной вязкостью и усталостной стойкостью.
Однако ковка ограничена менее сложными геометриями, чем литье, и обычно имеет более высокую стоимость оснастки, что делает ее более подходящей для высокопроизводительных применений, где прочность имеет первостепенное значение.
Литье против аддитивного производства (3D-печать)
Металлическая 3D-печать обеспечивает почти безграничную геометрическую свободу без предварительных затрат на оснастку, что делает ее идеальной для прототипов, нестандартных деталей и очень сложных, мелкосерийных компонентов.
Основным недостатком 3D-печати является ее низкая скорость сборки и высокая стоимость единицы продукции в масштабе, что делает литье гораздо более экономичным для массового производства.
Правильный выбор для вашей цели
Чтобы решить, приемлемы ли недостатки литья для вашего проекта, оцените свой основной инженерный приоритет.
- Если ваш основной акцент — жесткие допуски и идеальная отделка: планируйте значительную вторичную механическую обработку или рассмотрите подход с обработкой из заготовки.
- Если ваш основной акцент — максимальная прочность материала и усталостная стойкость: ковка — превосходный процесс для деталей с подходящей геометрией.
- Если ваш основной акцент — мелкосерийное производство или быстрое прототипирование: избегайте высоких затрат на оснастку при литье и вместо этого рассмотрите ЧПУ-обработку или аддитивное производство.
Понимание этих присущих ограничений является ключом к эффективному использованию литья и избеганию дорогостоящих производственных несоответствий.
Сводная таблица:
| Категория недостатков | Основные проблемы | Влияние на конечную деталь |
|---|---|---|
| Точность и качество поверхности | Неточность размеров, шероховатая поверхность | Требует вторичной механической обработки, увеличивает стоимость |
| Целостность материала | Пористость, усадка, горячие трещины, включения | Снижение прочности, усталостной стойкости, потенциальный отказ |
| Сравнение процессов | Менее точное, чем механическая обработка; слабее, чем ковка; медленнее, чем 3D-печать для прототипов | Не подходит для высокоточных, высокопрочных или мелкосерийных нужд |
Нужна помощь в выборе правильного производственного процесса для вашей лаборатории или производственных нужд? В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, чтобы помочь вам анализировать материалы, тестировать прототипы и обеспечивать контроль качества — независимо от того, работаете ли вы с литыми, коваными или 3D-печатными деталями. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваш проект с помощью точных инструментов и надежных решений, адаптированных к лабораторным требованиям.
Визуальное руководство
Связанные товары
- Медная пена
- Металлопена медь-никель
- Высокочистые листы золота, платины, меди, железа
- Складная лодка из молибдена и тантала с крышкой или без
- Набор керамических лодочек для испарения, глиноземный тигель для лабораторного использования
Люди также спрашивают
- Дорогая ли металлическая пена? Разбираемся в высокой стоимости передовых материалов
- Каковы характеристики медной пены? Раскройте потенциал высокоэффективных тепловых и электрических решений
- Каковы опасности расплавленных металлов? Помимо ожогов, существуют взрывы и токсичные пары
- Безопасна ли медная пена? Узнайте факты о ее антимикробных и охлаждающих свойствах
- Какие доступны размеры и толщины медной пены? Оптимизируйте свою тепловую и фильтрационную производительность









