По сути, печь для выжигания — это специализированная высокотемпературная печь, предназначенная для одной основной цели: полного удаления модели-образца из огнеупорной формы, создавая идеальную полую полость для литья. Эта процедура, известная как цикл выжигания, является критически важным промежуточным этапом в литье по выплавляемым моделям, процессе, используемом в различных отраслях, от ювелирной и стоматологической до аэрокосмической и художественной. Она гарантирует, что образец исчезнет без следа, оставляя чистую форму, готовую для расплавленного материала.
Функция печи для выжигания выходит далеко за рамки простого плавления. Она выполняет точную многоступенчатую термическую программу для удаления образца, отверждения формы и подготовки ее к литью — при этом предотвращая трещины и устраняя остатки, которые могли бы испортить конечный продукт.

Роль выжигания в литье по выплавляемым моделям
Литье по выплавляемым моделям — это процесс создания сложных металлических деталей с высокой детализацией. Печь для выжигания является сердцем этого процесса, превращая заполненную образцом форму в готовый к использованию сосуд.
Исходное состояние: Литейная опока
Процесс начинается с мастер-модели, часто изготовленной из воска или специальной "отливаемой" смолы, пригодной для 3D-печати. Эта модель заключается в гипсоподобную суспензию, называемую формовочной массой. После затвердевания она образует твердый блок (опоку) с образцом, заключенным внутри.
Цикл выжигания: Больше, чем просто нагрев
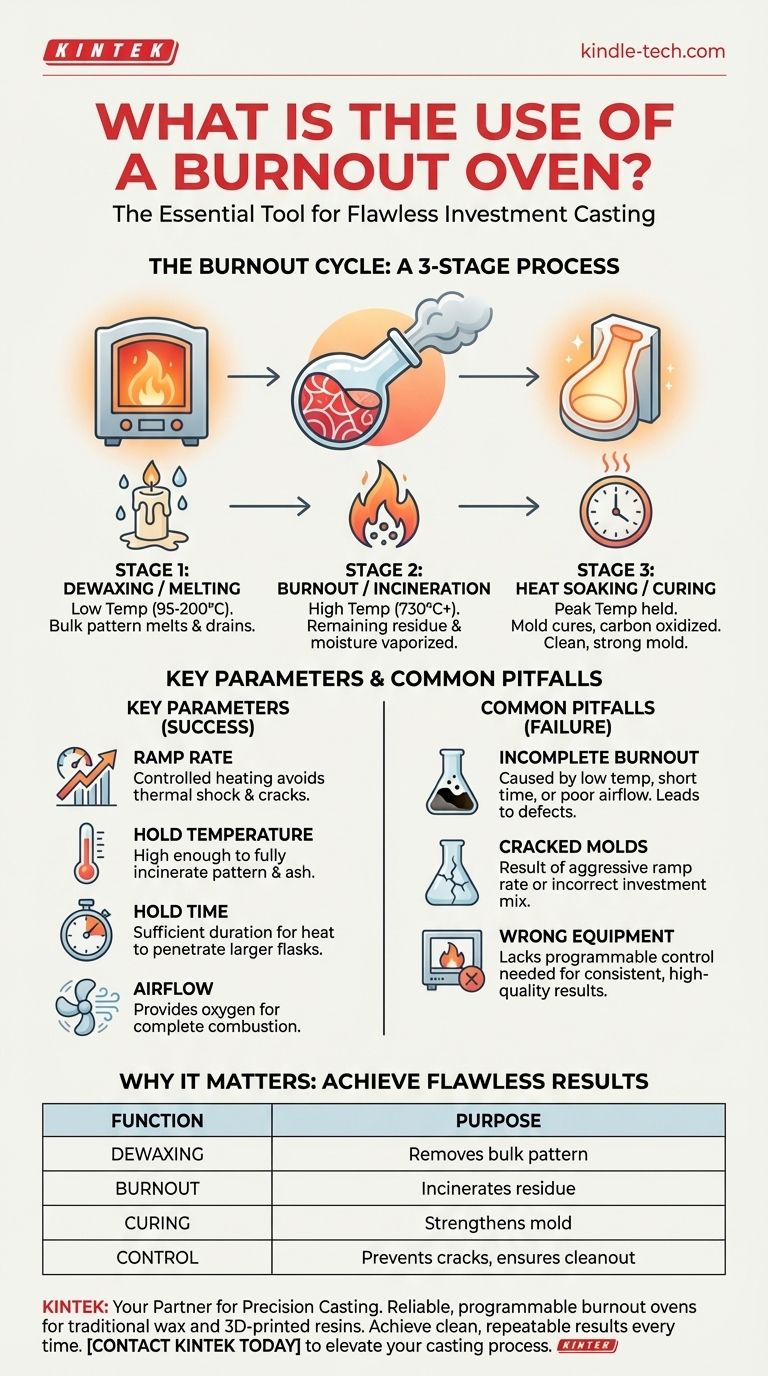
Опока помещается вверх дном в печь для выжигания, чтобы начать тщательно контролируемый график нагрева. Это не просто повышение температуры; это многоступенчатый процесс.
- Удаление воска/Плавление: При более низких температурах (около 200-400°F / 95-200°C) основная масса воскового образца плавится и вытекает из опоки.
- Выжигание/Сжигание: По мере значительного повышения температуры (часто до 1350°F / 730°C или выше) любые оставшиеся остатки воска или смолы полностью сжигаются. На этом этапе также выгорает любая остаточная влага из самой формовочной массы.
- Выдержка/Отверждение: Печь удерживает опоку при этой пиковой температуре в течение нескольких часов. Эта "термическая выдержка" гарантирует, что тепло полностью проникает в форму, все углеродные остатки окисляются и удаляются, а формовочная масса должным образом отверждается и укрепляется.
Почему чистое выжигание так важно
Цель состоит в создании идеального негативного пространства внутри формы. Любой пепел, углеродные остатки или влага, оставшиеся внутри, вызовут дефекты литья, такие как пористость, шероховатые поверхности или неполное заполнение при введении расплавленного металла.
Ключевые параметры успешного выжигания
Современная печь для выжигания позволяет точно контролировать цикл нагрева. Каждый параметр критически важен для успешного результата.
Скорость набора температуры
Скорость набора температуры — это скорость, с которой повышается температура в печи. Если температура повышается слишком быстро, быстрое расширение воскового образца и выходящий пар могут вызвать термический шок, растрескивание литейной формы и порчу отливки еще до ее начала.
Температура выдержки
Пиковая температура должна быть достаточно высокой, чтобы полностью сжечь материал образца. Традиционные воски чисто выгорают при температуре около 1350°F (730°C). Однако многие современные смолы для 3D-печати требуют других, часто более высоких температур и более сложных графиков, чтобы предотвратить образование зольных остатков.
Время выдержки
Это продолжительность, в течение которой печь остается при своей пиковой температуре. Время выдержки зависит от размера и толщины опоки. Более крупная опока требует более длительного времени выдержки, чтобы обеспечить проникновение тепла в ее сердцевину и полное удаление всех остатков.
Воздушный поток и вентиляция
Полное сжигание требует кислорода. Правильная печь для выжигания обеспечивает циркуляцию воздуха для подачи свежего кислорода в камеру и отвода паров, образующихся при сгорании образца. Недостаточный воздушный поток является основной причиной неполного выжигания, так как он препятствует химической реакции.
Понимание распространенных ошибок
Отклонение от правильного процесса выжигания является наиболее частой причиной неудачных отливок. Понимание этих ошибок является ключом к устранению неполадок.
Неполное выжигание
Это самая распространенная ошибка. Она вызвана слишком низкой температурой, слишком коротким временем выдержки или плохой вентиляцией. Результатом является углеродный остаток в полости формы, что приводит к пористой, загрязненной или шероховатой поверхности готовой детали.
Трещины в литейных формах
Трещины почти всегда являются результатом слишком быстрого нагрева опоки (агрессивная скорость набора температуры). Образец расширяется быстрее, чем может вместить формовочная масса, что приводит к разрушению формы. Это также может быть вызвано неправильным соотношением воды и порошка при замешивании формовочной массы.
Выбор неподходящего оборудования
Хотя обычная печь может генерировать тепло, настоящая печь для выжигания предлагает программируемое управление. Возможность устанавливать определенные скорости набора температуры, температуры выдержки и время выдержки — это не роскошь, а необходимость для достижения повторяемых, высококачественных результатов, требуемых в профессиональных ювелирных, стоматологических и промышленных применениях.
Правильный выбор для вашей цели
Ваша стратегия выжигания должна соответствовать материалу вашего образца и желаемому результату.
- Если ваш основной акцент — традиционное литье по восковым моделям: Стандартный, одноступенчатый график выжигания с пиковой температурой около 1350°F (730°C) является вашей надежной отправной точкой.
- Если ваш основной акцент — литье из смол для 3D-печати: Вы должны следовать конкретному, часто многоступенчатому графику выжигания, рекомендованному производителем смолы, поскольку смолы расширяются по-разному и требуют более тщательного управления для чистого выжигания.
- Если у вас возникают дефекты литья: Сначала пересмотрите свой цикл выжигания. Убедитесь, что время выдержки достаточно для размера вашей опоки и что печь имеет достаточный воздушный поток, так как неполное выжигание является наиболее распространенной причиной отказа.
В конечном итоге, освоение печи для выжигания — это освоение основы, на которой строится каждая успешная отливка.
Сводная таблица:
| Ключевая функция печи для выжигания | Назначение |
|---|---|
| Удаление воска/Плавление | Удаляет основную массу материала образца (воска/смолы) |
| Выжигание/Сжигание | Сжигает остатки при высоких температурах |
| Выдержка/Отверждение | Отверждает и укрепляет литейную форму |
| Точный контроль температуры | Предотвращает трещины в форме и обеспечивает полное выжигание |
| Достаточный воздушный поток | Обеспечивает кислород для полного сжигания остатков |
Добейтесь безупречных результатов литья с правильным оборудованием.
Правильно выполненный цикл выжигания является основой успешной отливки, устраняя такие дефекты, как пористость и шероховатые поверхности. KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая надежные, программируемые печи для выжигания, разработанные для точных потребностей ювелиров, зубных техников и специалистов по промышленному литью.
Позвольте нам помочь вам освоить этот критический шаг. Наш опыт гарантирует, что вы получите правильную печь для ваших конкретных материалов образцов — будь то традиционный воск или современные смолы для 3D-печати — гарантируя чистые, повторяемые результаты каждый раз.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши требования к печи для выжигания и улучшить ваш процесс литья.
Визуальное руководство
Связанные товары
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Лабораторная научная электрическая конвекционная сушильная печь
Люди также спрашивают
- Почему отжиг в высокотемпературной муфельной печи имеет решающее значение для подготовки промежуточного слоя Sb-SnO2?
- Какова основная функция высокотемпературных муфельных или трубчатых печей для керамических покрытий? Обеспечение максимальной долговечности
- Какую роль играет печь для прокаливания в подготовке полых частиц с сердцевиной и оболочкой? Достижение идеальных наноструктур
- Какую роль играет высокотемпературная муфельная печь в синтезе керамических катализаторов, модифицированных марганцем/кобальтом?
- Какова роль высокотемпературной муфельной печи в подготовке отходов из цезиево-алюмосиликатов? Ключевые выводы моделирования

