По сути, одноосное прессование — это процесс уплотнения порошка, при котором давление уплотнения прилагается вдоль одной вертикальной оси. При этом методе точное количество порошка загружается в жесткую полость матрицы, а затем сжимается одним или несколькими подвижными пуансонами для формирования твердого, хотя и пористого, объекта, известного как «сырая» заготовка.
Одноосное прессование — это рабочая лошадка порошковой обработки, ценимая за скорость и экономичность при массовом производстве простых форм. Однако его фундаментальное ограничение заключается в создании неоднородности плотности внутри детали из-за трения, что ограничивает его использование для сложных геометрических форм или применений, требующих идеальной однородности.

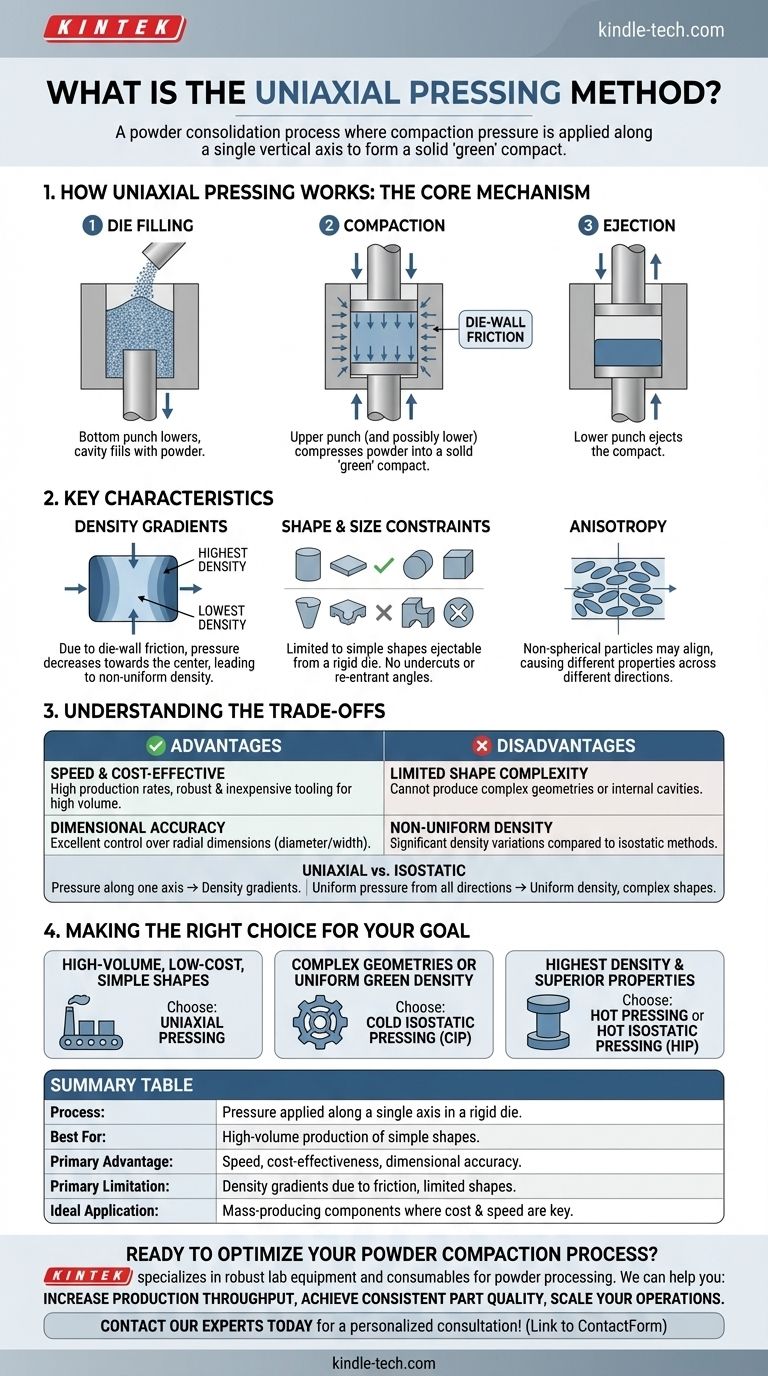
Как работает одноосное прессование: основной механизм
Чтобы понять возможности и ограничения этого метода, необходимо сначала понять его механику. Процесс представляет собой простой цикл заполнения, сжатия и извлечения.
Установка: Матрица, Пуансоны и Порошок
Основная оснастка состоит из жесткой матрицы, которая определяет внешнюю форму конечной детали, и одного или двух пуансонов, которые точно входят в матрицу. В прессе одинарного действия движется только верхний пуансон. В более распространенном прессе двойного действия движутся как верхний, так и нижний пуансоны, что помогает улучшить однородность плотности.
Цикл прессования
Процесс разворачивается в три отдельных этапа:
- Заполнение матрицы: Нижний пуансон опускается, создавая полость, которая затем заполняется определенным объемом гранулированного порошка.
- Уплотнение: Верхний пуансон опускается в матрицу, оказывая давление на порошок. В прессе двойного действия нижний пуансон также может подниматься одновременно. Это давление заставляет частицы порошка располагаться более плотно, образуя твердую «сырую» заготовку.
- Извлечение: Верхний пуансон отводится, а нижний пуансон выталкивает новообразованную заготовку из полости матрицы.
Роль трения
Во время уплотнения происходит критическое событие: трение о стенки матрицы. Когда пуансоны прикладывают давление, частицы порошка не только давят друг на друга, но и на неподвижные стенки матрицы. Это трение противодействует приложенной силе, вызывая уменьшение давления по мере его прохождения глубже в слой порошка.
Ключевые характеристики деталей, полученных одноосным прессованием
Механика процесса напрямую влияет на конечные свойства компонента. Самая значительная характеристика — это неравномерность плотности.
Градиенты плотности: основное ограничение
Из-за трения о стенки матрицы давление максимально близко к поверхностям движущихся пуансонов и минимально в середине заготовки, особенно у стенки матрицы. Это приводит к предсказуемым градиентам плотности. Участки с меньшей плотностью будут усаживаться по-разному на последующем этапе спекания (обжига), что может привести к короблению или растрескиванию.
Ограничения по форме и размеру
Геометрия детали, полученной одноосным прессованием, ограничена формами, которые можно легко извлечь из жесткой матрицы. Это означает отсутствие поднутрений, сквозных отверстий или вогнутых углов. Процесс лучше всего подходит для деталей с постоянным поперечным сечением вдоль оси прессования, таких как цилиндры, втулки и простые плитки. Отношение сторон (высота к диаметру) также является критическим фактором; очень высокие, тонкие детали трудно изготовить из-за сильных градиентов плотности.
Анизотропия
Если исходный порошок содержит не сферические частицы (например, хлопья или стержни), процесс прессования может вызвать их выравнивание перпендикулярно направлению прессования. Это выравнивание может привести к анизотропии, при которой механические или термические свойства конечной детали в направлении прессования отличаются от свойств в радиальном направлении.
Понимание компромиссов: одноосное прессование по сравнению с другими методами
Выбор одноосного прессования — это решение, основанное на балансе скорости, стоимости и требований к компоненту. Его ценность становится очевидной при сравнении с альтернативными методами, такими как изостатическое прессование.
Преимущество: Скорость и экономичность
Одноосные прессы высоко автоматизированы и могут достигать очень высокой производительности (сотни или даже тысячи деталей в час). Оснастка надежна и относительно недорога по сравнению с более сложными методами, что делает его самым экономичным выбором для крупносерийного производства.
Преимущество: Точность размеров
Использование жесткой стальной матрицы обеспечивает превосходный контроль над радиальными размерами (диаметром или шириной) детали. Эта точность минимизирует необходимость последующей механической обработки этих поверхностей.
Недостаток: Ограниченная сложность формы
Это самый значительный компромисс. Изостатическое прессование, при котором давление прикладывается равномерно со всех сторон через жидкость, позволяет создавать очень сложные формы с поднутрениями и внутренними полостями, что невозможно при одноосном прессовании.
Недостаток: Неоднородная плотность
Опять же, по сравнению с изостатическим прессованием (как холодным, так и горячим), одноосное прессование дает детали со значительными вариациями плотности. Для высокопроизводительных применений, где однородные свойства материала имеют решающее значение (например, аэрокосмическая промышленность или медицинские имплантаты), изостатические методы превосходят.
Принятие правильного решения для вашей цели
Выбор правильного метода уплотнения порошка требует четкого понимания приоритетов вашего проекта. Компромисс почти всегда заключается в балансе между эффективностью производства и совершенством компонента.
- Если ваш основной фокус — крупносерийное, недорогое производство простых форм: Одноосное прессование является окончательным и наиболее логичным выбором.
- Если ваш основной фокус — создание сложных геометрических форм или достижение однородной плотности в сырой заготовке: Вы должны использовать Холодное изостатическое прессование (CIP).
- Если ваш основной фокус — достижение максимально возможной конечной плотности и превосходных механических свойств: Вам следует рассмотреть Горячее прессование или Горячее изостатическое прессование (HIP), которые сочетают давление и температуру.
Понимая эти фундаментальные компромиссы, вы сможете уверенно выбрать наиболее эффективный метод уплотнения для ваших материалов и производственных целей.
Сводная таблица:
| Аспект | Ключевая характеристика |
|---|---|
| Процесс | Давление прилагается вдоль одной оси в жесткой матрице |
| Лучше всего подходит для | Крупносерийное производство простых форм (например, цилиндров, плиток) |
| Основное преимущество | Скорость, экономичность и превосходная точность радиальных размеров |
| Основное ограничение | Градиенты плотности из-за трения о стенки матрицы, ограничивающие сложность формы |
| Идеальное применение | Массовое производство компонентов, где стоимость и скорость перевешивают необходимость идеальной однородности плотности |
Готовы оптимизировать процесс уплотнения порошка?
Одноосное прессование — мощное решение для крупносерийного производства, но выбор правильного оборудования имеет решающее значение для успеха. KINTEK специализируется на предоставлении надежного и эффективного лабораторного оборудования и расходных материалов, адаптированных к вашим потребностям в обработке порошков.
Мы можем помочь вам:
- Увеличить пропускную способность с помощью надежных систем одноосного прессования.
- Достичь стабильного качества деталей с помощью прецизионной оснастки и экспертного руководства.
- Масштабировать ваши операции с помощью решений, разработанных для лабораторных и промышленных условий.
Независимо от того, работаете ли вы с передовой керамикой, металлическими порошками или другими материалами, наш опыт гарантирует, что вы получите правильную технологию для ваших целей.
Свяжитесь с нашими экспертами сегодня для получения индивидуальной консультации и узнайте, как решения KINTEK могут повысить эффективность и производительность вашей лаборатории.
Визуальное руководство
Связанные товары
- Лабораторная роторная однопуансонная таблетпрессовая машина TDP для прессования таблеток
- Однопуншевая таблеточная машина и роторная таблеточная машина для массового производства TDP
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Автоматический лабораторный гидравлический таблеточный пресс для лабораторного использования
Люди также спрашивают
- Что такое таблеточный пресс с одним пуансоном? Важнейший инструмент для исследований и разработок таблеток в лабораторных условиях
- Каковы преимущества однокристальной таблеточной машины? Максимизируйте эффективность исследований и разработок с минимальным количеством материала
- Каковы различные части однопуансонной таблеточной машины? Объяснение основных компонентов
- Из чего состоит таблеточный пресс? Основные компоненты для эффективного производства таблеток
- В чем преимущество однокристальной таблеточной машины? Идеально подходит для НИОКР с низким уровнем отходов и тестирования рецептур


















