Короче говоря, сборка пресс-формы — это систематический процесс, в ходе которого все отдельные обработанные и приобретенные компоненты — от вставок сердечника и полости до выталкивающих штифтов и направляющих втулок — тщательно подгоняются друг к другу для создания полностью функциональной литьевой формы. Этот критический этап выходит за рамки простого конструирования; это всесторонняя проверка конструкции формы, точности обработки и готовности к работе еще до того, как она попадет в литьевую машину.
Сборка пресс-формы — это не просто механическая задача. Это последний, важнейший этап контроля качества, который превращает набор прецизионных деталей в надежный, высокопроизводительный производственный инструмент, напрямую определяющий качество конечного продукта и долговечность самой формы.

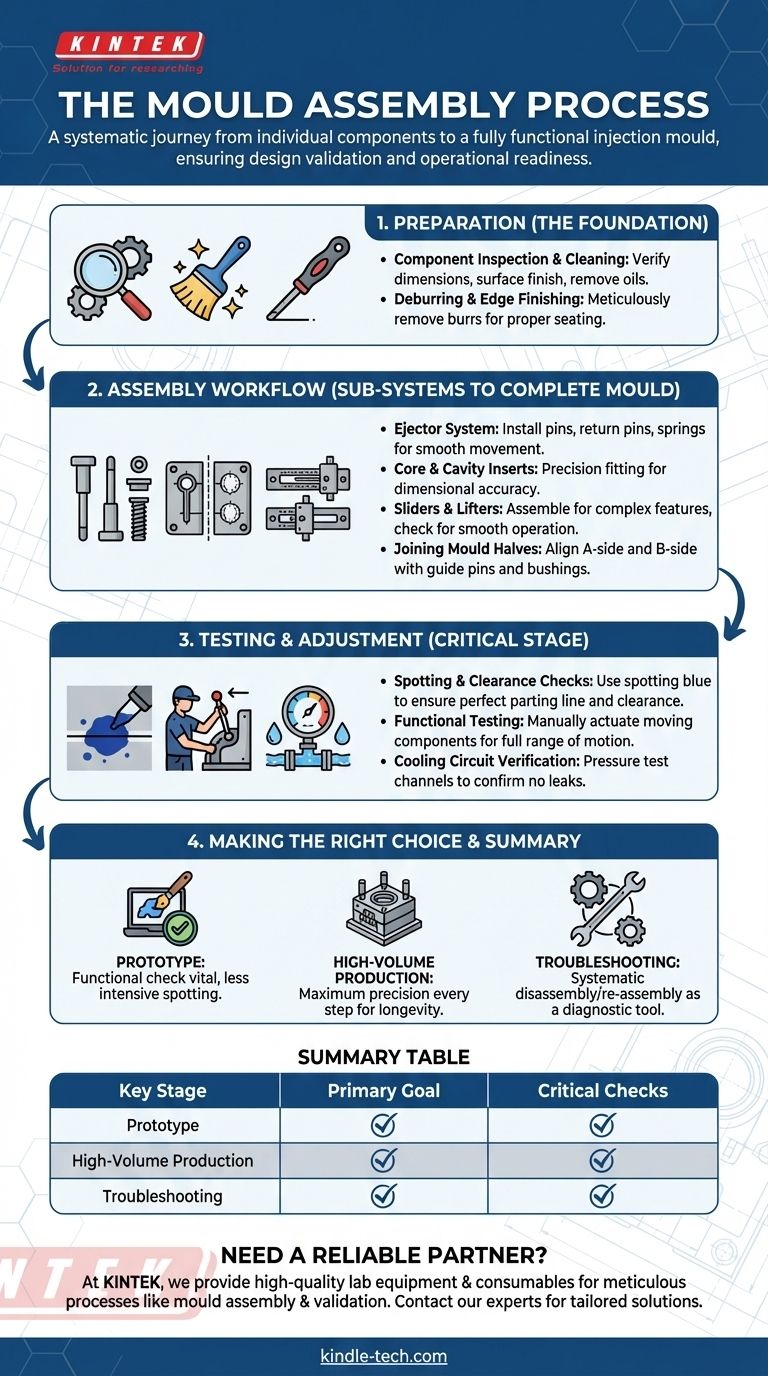
Основа: Подготовка перед сборкой
Прежде чем какие-либо компоненты будут подогнаны друг к другу, необходим строгий этап подготовки. Пропуск этого основополагающего шага является наиболее частой причиной проблем, приводящих к преждевременному износу, дефектам деталей и дорогостоящей переделке.
Осмотр и очистка компонентов
Каждый отдельный компонент, будь то изготовленный на заказ или приобретенный, должен быть тщательно проверен на соответствие конструкторскому чертежу. Это подтверждает размеры, допуски и чистоту поверхности. Все детали также должны быть очищены от защитных покрытий, смазочных масел после обработки и любых загрязнений.
Удаление заусенцев и обработка кромок
Процессы механической обработки часто оставляют острые кромки или небольшие заусенцы на компонентах. Их необходимо тщательно удалить вручную. Небольшой заусенец может помешать правильной посадке деталей, вызвать царапины на соседних поверхностях и в конечном итоге привести к преждевременному выходу формы из строя.
Рабочий процесс сборки: от подсистем до готовой формы
Сборка следует логической последовательности, обычно начиная с построения двух половин формы (неподвижной «А-стороны» и подвижной «В-стороны»), прежде чем соединить их вместе. Это работа, требующая всестороннего понимания как конструкции формы, так и процесса литья под давлением.
Сборка системы выталкивания
На В-стороне формы обычно сначала собирается система выталкивания. Это включает установку выталкивающих штифтов, возвратных штифтов и пружин в плиты выталкивателя. Вся система должна двигаться свободно и равномерно.
Установка вставок сердечника и полости
Основные формообразующие поверхности — вставки сердечника и полости — аккуратно устанавливаются в соответствующие плиты формы. Здесь точность имеет первостепенное значение, поскольку их выравнивание определяет толщину стенки и точность размеров конечной детали.
Сборка ползунов и подъемников
Для деталей со сложными элементами или поднутрениями требуются механические ползуны и подъемники. Эти подсистемы устанавливаются и проверяются на предмет плавного, не заедающего движения. Их синхронизация и взаимодействие с другими компонентами формы имеют решающее значение.
Соединение половин формы
Наконец, две полные половины формы соединяются вместе. Устанавливаются и проверяются на точную и плавную посадку направляющие штифты и втулки, которые обеспечивают идеальное выравнивание между А- и В-сторонами.
Критический этап: Тестирование и регулировка
После полной сборки форма проходит серию ручных тестов для проверки ее функционирования перед установкой в литьевой пресс. Это итеративный процесс тестирования, измерения и внесения микрорегулировок.
Проверка совмещения и зазоров
На одну поверхность наносится тонкий слой синего индикатора (например, берлинской лазури Dykem), и форма закрывается. При открытии перенос синих чернил показывает точные точки контакта. Это гарантирует идеальное смыкание разъема для предотвращения облоя и достаточный зазор для всех движущихся частей.
Функциональное тестирование
Техник вручную приводит в действие все движущиеся компоненты. Система выталкивания выдвигается вперед, чтобы убедиться, что все штифты движутся равномерно и полностью убираются. Ползуны и подъемники перемещаются по всему диапазону движения, чтобы гарантировать их работу без помех.
Проверка контура охлаждения
Охлаждающие каналы подключаются к тестеру давления. Этот процесс подтверждает отсутствие утечек в контурах и свободное прохождение воды или масла, что необходимо для управления временем цикла и качеством детали во время производства.
Распространенные ошибки, которых следует избегать
Даже опытные команды могут столкнуться с проблемами. Понимание этих распространенных ловушек помогает обеспечить плавный и успешный процесс сборки.
Спешка на этапе подготовки
Самая частая ошибка — неспособность должным образом очистить и снять заусенцы с каждого компонента. Одна металлическая стружка или небольшой заусенец могут вызвать катастрофическое повреждение, когда форма окажется под огромным давлением смыкания.
Игнорирование небольших перекосов
Предположение, что небольшой перекос или тугое место «приработается», является дорогостоящей ошибкой. Эти мелкие проблемы являются симптомами более крупной проблемы и быстро перерастут в значительный износ, отказ компонента или дефекты, такие как облой на отлитой детали.
Недостаточная смазка
Неспособность нанести правильный тип и количество смазки на все движущиеся компоненты — такие как направляющие штифты, ползуны и направляющие штифты — приведет к трению, заеданию и, в конечном итоге, к блокировке формы.
Принятие правильного решения для вашей цели
Уровень тщательности при сборке должен соответствовать предполагаемому применению формы.
- Если ваш основной фокус — прототип или одногнездная форма: Тщательная функциональная проверка по-прежнему жизненно важна, но уровень проверки разъема может быть менее интенсивным, чем для серийного инструмента.
- Если ваш основной фокус — высокообъемная многогнездная серийная форма: Каждый шаг, от удаления заусенцев до проверки зазоров и функционального тестирования, должен выполняться с максимальной точностью для обеспечения долговечности формы и абсолютной согласованности деталей между собой.
- Если вы устраняете неисправности существующей формы: Систематическая разборка и повторная сборка в соответствии с этим точным рабочим процессом является основным методом диагностики для поиска первопричины дефектов деталей или сбоев в работе.
В конечном счете, идеально собранная форма — это последний контрольный пункт, который преобразует надежную конструкцию и точную обработку в надежный и прибыльный производственный инструмент.
Сводная таблица:
| Ключевой этап | Основная цель | Критические проверки |
|---|---|---|
| Подготовка | Обеспечить чистоту, отсутствие заусенцев и соответствие всех деталей спецификациям. | Точность размеров, чистота поверхности, отсутствие заусенцев. |
| Подсборка | Сборка вставок сердечника/полости, систем выталкивания и ползунов. | Плавное движение, правильное выравнивание, безаварийная работа. |
| Окончательная сборка | Соединение половин формы и установка систем выравнивания. | Идеальное смыкание разъема, посадка направляющих штифтов/втулок. |
| Тестирование и регулировка | Проверка функционирования и производительности перед производством. | Проверки совмещения, ход системы выталкивания, целостность контура охлаждения. |
Нужен надежный партнер для успеха вашего литья? Точность и долговечность ваших литьевых форм имеют первостепенное значение. В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, которые поддерживают скрупулезные процессы, такие как сборка и проверка пресс-форм. От прецизионных измерительных приборов до расходных материалов для технического обслуживания — наша продукция помогает обеспечить безупречную работу ваших форм. Давайте обсудим, как мы можем поддержать конкретные потребности вашей лаборатории. Свяжитесь с нашими экспертами сегодня для получения индивидуального решения.
Визуальное руководство
Связанные товары
- Пресс-форма Assemble Square Lab для лабораторных применений
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Передовая инженерная тонкая керамика нитрида бора (BN)
- Фольга и лист из высокочистого титана для промышленных применений
- Лабораторная мельница-бегуны для подготовки проб
Люди также спрашивают
- Mould или mold? Руководство по правильному написанию в зависимости от региона
- Какова продолжительность жизни плесени? Она бессмертна, если вы не контролируете влажность
- Для чего используется пресс-форма? Достижение повторяемой точности и эффективности
- Для чего используются пресс-формы? Обеспечение массового производства прецизионных деталей
- Из чего изготавливаются матрицы для прессования таблеток? Выберите правильный материал для точного рентгенофлуоресцентного анализа








