Двухплитная пресс-форма — это самая основная и широко используемая конструкция в литье под давлением. Она состоит из двух основных секций, часто называемых А-стороной и В-стороной, которые смыкаются, образуя полость детали, а затем разделяются по одной плоскости, известной как линия разъема, для извлечения готовой детали.
По своей сути, двухплитная пресс-форма определяется своей простотой. Поскольку деталь и система подачи пластика (литниковая система) находятся на одной стороне от линии разъема, они извлекаются вместе, что делает эту конструкцию экономичной и надежной, но ограничивает места, куда можно впрыскивать пластик в деталь.

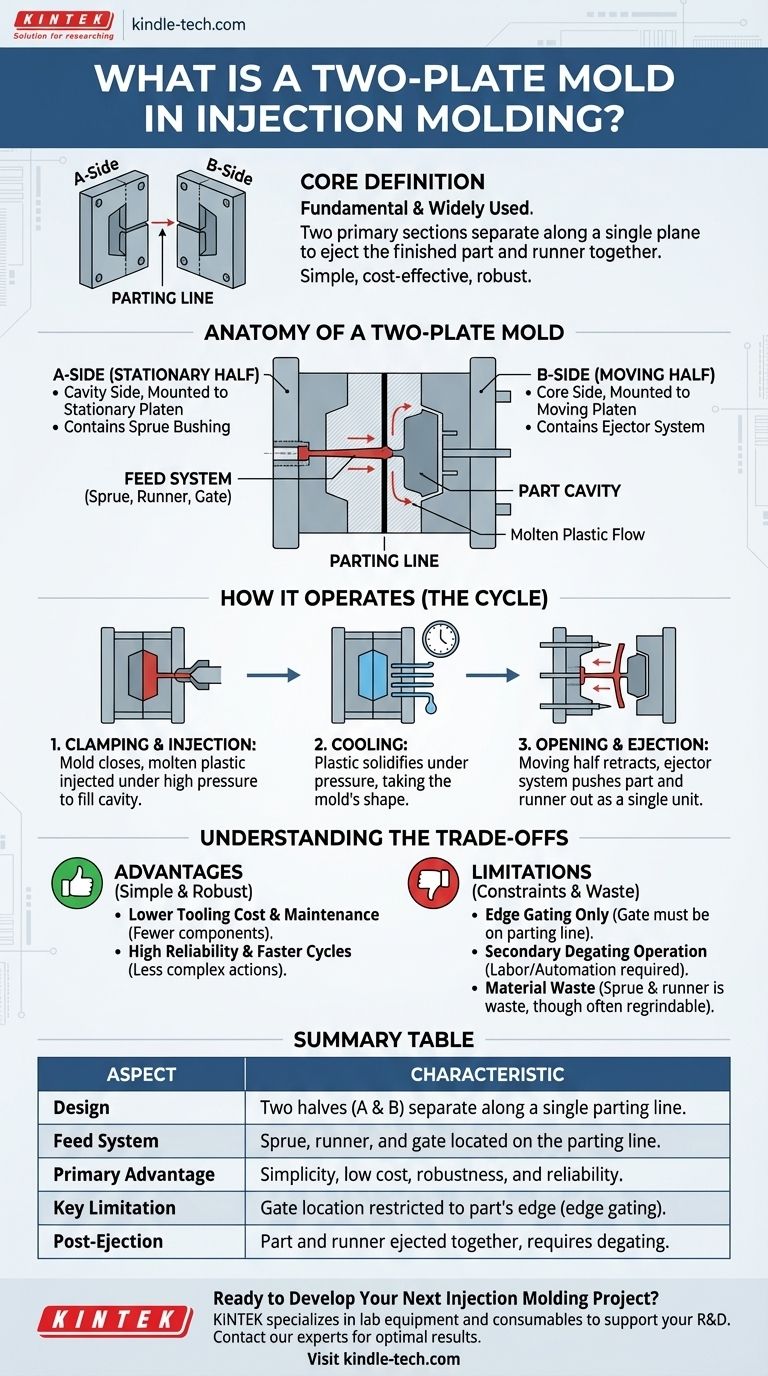
Анатомия двухплитной пресс-формы
Чтобы понять ее функцию, необходимо сначала понять ее основные компоненты. Конструкция представляет собой образец эффективной, прямой механики.
Неподвижная полуформа (А-сторона)
Эта половина, также известная как сторона полости, крепится к неподвижной плите литьевой машины. Она содержит литниковую втулку, которая принимает расплавленный пластик непосредственно из сопла машины.
Подвижная полуформа (В-сторона)
Эта половина, также известная как сторона сердечника, крепится к подвижной плите машины. Она содержит выталкивающую систему (штифты, втулки и т. д.), отвечающую за выталкивание затвердевшей детали из формы после ее открытия.
Линия разъема
Это единая поверхность, где А-сторона и В-сторона встречаются при закрытой форме. Разделение формы происходит исключительно вдоль этой плоскости. Это определяющая особенность, отличающая ее от более сложных типов форм.
Система подачи (литник, литниковая система и впрыскивающее отверстие)
В двухплитной пресс-форме вся система подачи выполняется по линии разъема. Центральный литник соединяет сопло с каналами, которые направляют пластик к впрыскивающим отверстиям (затворам) — небольшим проходам, через которые пластик попадает в фактическую полость детали.
Принцип работы двухплитной пресс-формы
Цикл литья является прямым отражением простой структуры формы. Каждый шаг четкий и последовательный.
1. Зажим и впрыск
Литьевая машина закрывает форму, сжимая две половины вместе с огромной силой. Затем под высоким давлением впрыскивается расплавленный пластик, проходя через систему литника и каналов для заполнения полости детали.
2. Охлаждение
После заполнения полости пластик удерживается под давлением и начинает охлаждаться и затвердевать, принимая форму формы. Этот этап охлаждения является критически важной частью общего времени цикла.
3. Открытие и извлечение
Подвижная плита отводится, разделяя форму по линии разъема. При открытии активируется выталкивающая система на В-стороне, выталкивая деталь, присоединенный литник и центральный литник из формы единым блоком.
Понимание компромиссов
Простота двухплитной конструкции влечет за собой четкий набор преимуществ и ограничений, которые важно понимать любому техническому специалисту.
Ключевое преимущество: Простота и стоимость
Меньшее количество компонентов и отсутствие сложных механических действий делают двухплитные формы наиболее экономичными в проектировании, изготовлении и обслуживании. Это их главное бизнес-преимущество.
Ключевое преимущество: Надежность и скорость
Простая конструкция по своей сути надежна, в ней меньше деталей, которые могут изнашиваться или выходить из строя. Это обеспечивает высокую надежность в производстве и может способствовать более быстрому времени цикла по сравнению с более сложными действиями, требуемыми другими типами форм.
Ограничение: Расположение впрыскивающего отверстия
Это самое значительное техническое ограничение. Поскольку система литников находится на линии разъема, впрыскивающее отверстие также должно находиться на краю детали. Это называется торцевым впрыскиванием. Оно не подходит для деталей, требующих впрыскивающего отверстия в косметическом центре или вдали от линии разъема по причинам, связанным со структурой или потоком.
Ограничение: Вторичные операции
Затвердевшая литниковая система остается прикрепленной к детали после извлечения. Это требует вторичной операции — ручной или роботизированной — для отделения литника от готовых деталей. Этот этап «обрезки литника» добавляет трудозатраты и время к общему производственному процессу.
Ограничение: Потери материала
Центральный литник и система каналов являются отходами материала. Хотя этот пластик часто можно измельчить и повторно использовать (регранулят), он представляет собой неэффективность процесса, особенно в многогнездных формах с большими сложными литниковыми системами.
Принятие правильного решения для вашего проекта
Выбор двухплитной пресс-формы — это стратегическое решение, обусловленное конструкцией детали, бюджетом и требованиями к производству.
- Если ваш главный приоритет — экономическая эффективность: Двухплитная форма является выбором по умолчанию из-за низкой стоимости оснастки и простого обслуживания.
- Если конструкция вашей детали допускает торцевое впрыскивание: Эта конструкция идеальна для деталей, где след от впрыскивающего отверстия на линии разъема эстетически и функционально приемлем.
- Если вы производите простые детали в больших объемах: Надежность двухплитной формы делает ее рабочей лошадкой для производства изделий, не имеющих сложных геометрических или косметических требований.
- Если автоматическая обрезка литника не является приоритетом: Для небольших партий или ситуаций, когда ручная вторичная операция осуществима, преимущества простой формы часто перевешивают затраты на обрезку литника.
Понимая эти фундаментальные компромиссы, вы сможете уверенно указать правильную оснастку, обеспечив эффективный баланс между стоимостью, качеством и скоростью производства.
Сводная таблица:
| Аспект | Характеристика двухплитной формы |
|---|---|
| Конструкция | Две половины (А-сторона и В-сторона), которые разделяются по одной линии разъема. |
| Система подачи | Центральный литник, каналы и впрыскивающее отверстие расположены на линии разъема. |
| Основное преимущество | Простота, низкая стоимость, надежность и долговечность. |
| Ключевое ограничение | Расположение впрыскивающего отверстия ограничено краем детали (торцевое впрыскивание). |
| После извлечения | Деталь и литниковая система извлекаются вместе, что требует вторичной операции обрезки литника. |
Готовы разработать ваш следующий проект по литью под давлением?
Выбор правильной конструкции пресс-формы имеет решающее значение для достижения баланса между стоимостью, качеством и производственной эффективностью. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для поддержки ваших исследований и разработок, а также производственных процессов, гарантируя, что у вас есть правильные инструменты для успеха.
Позвольте нам помочь вам достичь оптимальных результатов. Наш опыт может помочь вам выбрать идеальное решение для вашего конкретного применения.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить требования вашего проекта!
Визуальное руководство
Связанные товары
- Двухплитная нагревательная пресс-форма для лаборатории
- Малый термопластавтомат для лабораторного использования
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Специальная пресс-форма для лабораторного использования
- Круглая двунаправленная пресс-форма для лаборатории
Люди также спрашивают
- Что такое процесс горячего прессования? Пошаговое руководство по компрессионному формованию
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Какова основная функция прессования для порошков LAGP? Достижение высокопроизводительных твердых электролитов
- В чем разница между термопрессом и сублимацией? Объяснение: Инструмент против процесса
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности



















