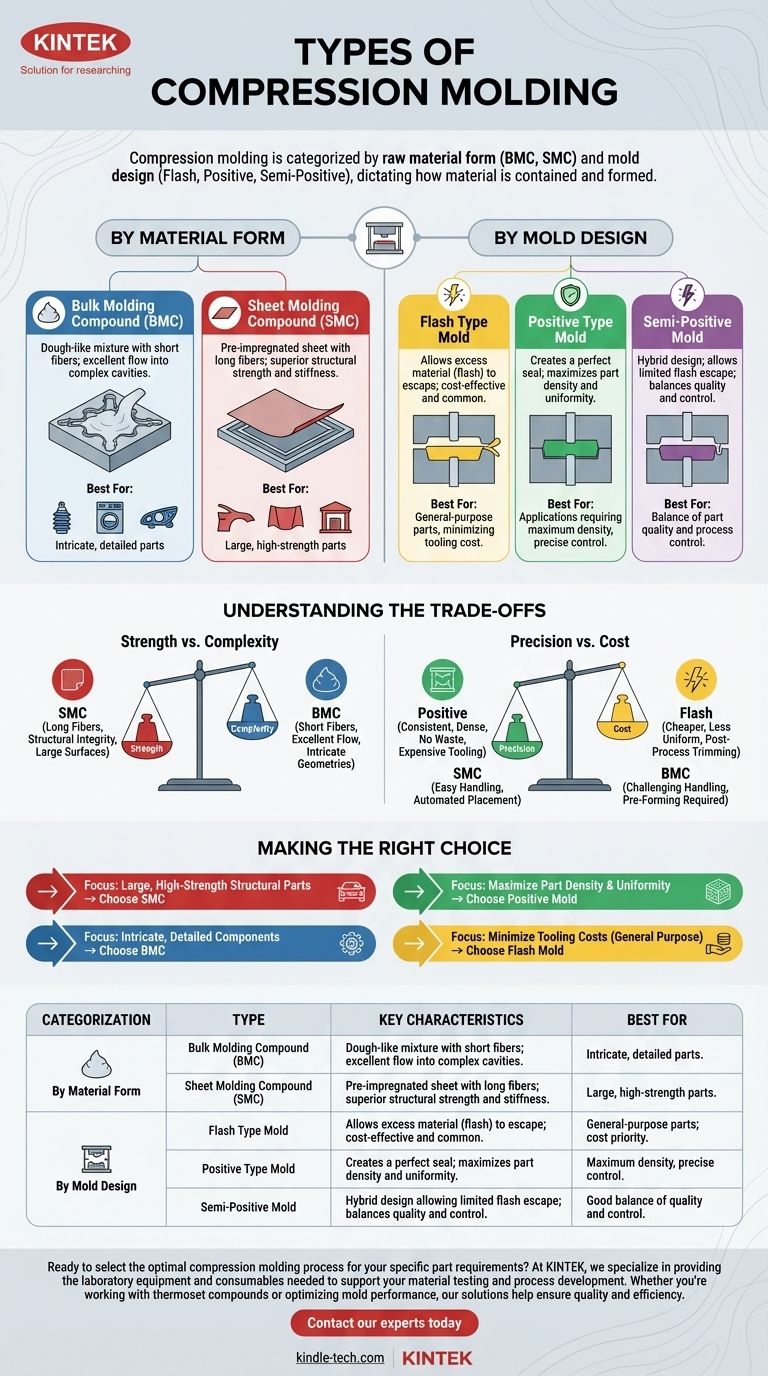
По своей сути, компрессионное формование классифицируется двумя основными способами: по форме используемого сырья и по конструкции самой пресс-формы. Наиболее распространенными различиями в процессах являются объемные формовочные смеси (BMC) и листовые формовочные смеси (SMC), которые определяют материал. Конструкция пресс-формы, такая как с выпрессовкой, позитивная или полупозитивная, определяет, как этот материал удерживается и формируется под давлением.
Выбор между различными вариантами компрессионного формования заключается не в том, какой из них «лучше», а в том, какой наиболее подходит. Ваше решение зависит от прямого компромисса между сложностью вашей детали, требуемой структурной прочностью и вашим бюджетом на оснастку и контроль процесса.

Понимание основных типов процессов: Форма материала
Наиболее существенное различие в компрессионном формовании заключается в состоянии термореактивного пластика до его попадания в пресс-форму. Это определяет текучесть материала, длину волокон и идеальное применение.
Объемная формовочная смесь (BMC)
Объемная формовочная смесь представляет собой тестообразную или пастообразную смесь. Она сочетает в себе термореактивную смолу с различными наполнителями, катализаторами и короткими армирующими волокнами (например, рубленым стеклом).
Благодаря своей консистенции, BMC легко заполняет сложные и замысловатые полости. Это делает ее идеальной для производства небольших, детализированных деталей, таких как электрические изоляторы, компоненты бытовой техники и корпуса автомобильных фар.
Листовая формовочная смесь (SMC)
Листовая формовочная смесь представляет собой предварительно пропитанный, матообразный материал. Она состоит из слоя смолы и наполнителей, армированных более длинными волокнами, зажатых между двумя слоями несущей пленки.
Более длинные волокна в SMC обеспечивают превосходную структурную прочность и жесткость. Это делает ее предпочтительным материалом для больших, относительно плоских, высокопрочных деталей, таких как автомобильные кузовные панели, капоты грузовиков и фасадные элементы зданий.
Как конструкция пресс-формы влияет на процесс
Второй способ классификации компрессионного формования — по конструкции оснастки. Пресс-форма определяет, как применяется давление и допускается ли выход избыточного материала.
Пресс-формы с выпрессовкой
Это наиболее распространенная и экономичная конструкция пресс-формы. Она имеет небольшой зазор или «площадку» вокруг полости, позволяя избыточному материалу, известному как выпрессовка, выходить при закрытии пресс-формы.
Хотя этот метод прост и допускает небольшие отклонения в загрузке материала, он обеспечивает меньший контроль над конечной плотностью детали и может потребовать вторичной операции обрезки для удаления выпрессовки.
Позитивные пресс-формы
Позитивная пресс-форма предназначена для создания идеального уплотнения вокруг загрузки материала. Мужская и женская половины пресс-формы телескопически соединяются, не оставляя пути для выхода избыточного материала.
Эта конструкция заставляет весь материал входить в деталь, что приводит к максимальной плотности и однородности. Однако она требует чрезвычайно точного количества материала, чтобы избежать либо неполной детали, либо опасно высокого давления внутри пресс-формы.
Полупозитивные пресс-формы
Полупозитивные пресс-формы представляют собой компромисс между пресс-формами с выпрессовкой и позитивными конструкциями. Они позволяют пресс-форме полностью закрываться, как позитивная пресс-форма, но включают небольшой рельефный канал для выхода ограниченного количества выпрессовки.
Этот гибридный подход обеспечивает лучший контроль плотности, чем пресс-форма с выпрессовкой, при этом будучи более щадящим, чем истинная позитивная пресс-форма, предлагая хороший баланс качества детали и контроля процесса.
Понимание компромиссов
Выбор правильной комбинации материала и конструкции пресс-формы требует баланса между конкурирующими приоритетами стоимости, качества и геометрии детали.
Прочность против сложности
Длинные волокна SMC обеспечивают превосходную структурную целостность для больших поверхностей, но плохо заполняют мелкие, сложные элементы. Короткие волокна BMC и пастообразная природа позволяют ей легко заполнять сложные геометрии, но за счет конечной прочности.
Точность против стоимости
Позитивные пресс-формы производят очень однородные, плотные детали без отходов, но требуют дорогой, прецизионной оснастки и точных измерений материала. Пресс-формы с выпрессовкой дешевле в изготовлении и эксплуатации, но приводят к менее однородным деталям и требуют постобработки.
Обработка материалов и автоматизация
SMC легко обрабатывается в больших листах и подходит для автоматизированной резки и укладки. BMC более аморфен и может быть сложнее обрабатывать автоматически, часто требуя предварительного формования в определенную форму перед помещением в пресс-форму.
Правильный выбор для вашего проекта
Используйте эти рекомендации для выбора наилучшего подхода, исходя из вашей основной цели.
- Если ваша основная цель — крупные, высокопрочные конструкционные детали: Выберите листовую формовочную смесь (SMC) за ее превосходные механические свойства.
- Если ваша основная цель — сложные, детализированные компоненты: Выберите объемную формовочную смесь (BMC) за ее отличные характеристики текучести.
- Если ваша основная цель — максимизация плотности детали и минимизация отходов: Позитивная пресс-форма является идеальным выбором, но будьте готовы к более высоким затратам на оснастку и более строгому контролю процесса.
- Если ваша основная цель — минимизация затрат на оснастку для деталей общего назначения: Пресс-форма с выпрессовкой является наиболее распространенным и экономичным решением.
В конечном итоге, согласование характеристик материала и конструкции пресс-формы с конкретными требованиями вашей детали является ключом к успешному компрессионному формованию.
Сводная таблица:
| Категоризация | Тип | Ключевые характеристики | Лучше всего подходит для |
|---|---|---|---|
| По форме материала | Объемная формовочная смесь (BMC) | Тестообразная смесь с короткими волокнами; отличная текучесть в сложные полости. | Сложные, детализированные детали (например, электрические изоляторы, компоненты бытовой техники). |
| Листовая формовочная смесь (SMC) | Предварительно пропитанный лист с длинными волокнами; превосходная структурная прочность и жесткость. | Крупные, высокопрочные детали (например, автомобильные кузовные панели, капоты грузовиков). | |
| По конструкции пресс-формы | Пресс-форма с выпрессовкой | Позволяет избыточному материалу (выпрессовке) выходить; экономична и распространена. | Детали общего назначения, где приоритетом является минимизация затрат на оснастку. |
| Позитивная пресс-форма | Создает идеальное уплотнение; максимизирует плотность и однородность детали. | Применения, требующие максимальной плотности и минимальных отходов, с точным контролем материала. | |
| Полупозитивная пресс-форма | Гибридная конструкция, допускающая ограниченный выход выпрессовки; балансирует качество и контроль. | Хороший баланс качества детали и контроля процесса, более щадящая, чем позитивная пресс-форма. |
Готовы выбрать оптимальный процесс компрессионного формования для ваших конкретных требований к деталям? Выбор между BMC, SMC и различными конструкциями пресс-форм напрямую влияет на прочность, сложность и стоимость вашего конечного продукта.
В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для поддержки ваших испытаний материалов и разработки процессов. Независимо от того, работаете ли вы с термореактивными компаундами или оптимизируете производительность пресс-форм, наши решения помогают обеспечить качество и эффективность.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать проекты вашей лаборатории по компрессионному формованию и помочь вам достичь превосходных результатов.
Визуальное руководство
Связанные товары
- Пресс-форма для шариков для лаборатории
- Круглая двунаправленная пресс-форма для лаборатории
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Пресс-форма против растрескивания для лабораторного использования
- Лабораторная пресс-форма для таблетирования порошка в стальном кольце XRF & KBR для ИК-Фурье
Люди также спрашивают
- Как лабораторный гидравлический пресс горячего прессования обеспечивает качество композитов из ПГБВ/натуральных волокон? Руководство эксперта
- Что такое метод прессования в форму (пресс-молдинг)? Руководство по получению стабильных и детализированных керамических форм
- Каковы преимущества использования лабораторного гидравлического пресса для горячего прессования? Достижение пиковой плотности нанокомпозитов
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности
- Каковы функции гидравлического давления при диффузионной сварке? Мастер интеграции композитных материалов высшего класса

















