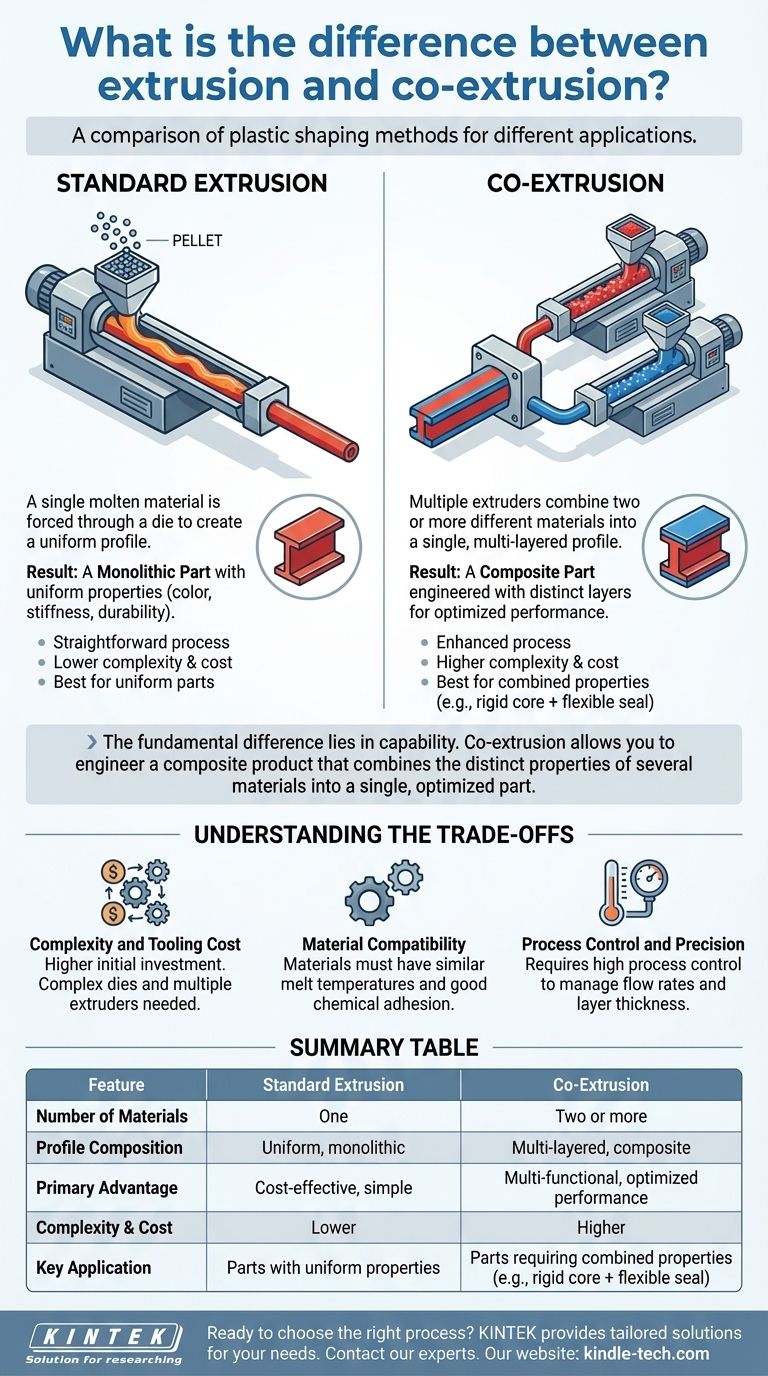
Хотя оба метода используются для формования пластика, существенное различие заключается в составе. Стандартная экструзия пропускает один расплавленный материал через фильеру для создания однородного профиля. В отличие от этого, соэкструзия использует несколько экструдеров для объединения двух или более различных материалов в единый многослойный профиль до того, как они выйдут из фильеры.
Фундаментальное различие заключается в возможностях. В то время как стандартная экструзия создает однородный продукт из одного материала, соэкструзия позволяет создавать композитный продукт, который сочетает в себе различные свойства нескольких материалов — такие как жесткость, цвет и устойчивость к атмосферным воздействиям — в одной оптимизированной детали.

Основы: Как работает стандартная экструзия
Стандартная экструзия — это простой, непрерывный процесс создания деталей с фиксированным поперечным сечением. Это фундаментальная технология в производстве пластмасс.
Основной процесс: От гранул к профилю
Твердые пластиковые гранулы подаются из бункера в длинный нагретый цилиндр. Внутри цилиндра вращающийся шнек плавит пластик за счет трения и тепла, одновременно продвигая расплавленный материал вперед.
Этот процесс аналогичен работе сложной мясорубки или макаронного аппарата. Расплавленный пластик под давлением пропускается через точно сформированную фильеру, выходя в виде непрерывного профиля, который затем охлаждается и нарезается на нужную длину.
Результат: Монолитная деталь
Конечный продукт стандартной экструзии является монолитным, что означает, что он состоит из одного однородного материала. Его свойства — такие как цвет, жесткость и долговечность — одинаковы по всей детали.
Эволюция: Как соэкструзия расширяет возможности
Соэкструзия — это не другой процесс, а усовершенствование стандартной экструзии. Она использует те же основные принципы, но умножает возможности за счет введения большего количества материалов.
Принцип многокомпонентного потока
Соэкструзия использует два или более экструдера, каждый из которых плавит и подает под давлением свой материал. Эти отдельные потоки расплавленного пластика объединяются в специальной соэкструзионной фильере.
Фильера спроектирована таким образом, чтобы объединять эти потоки непосредственно перед их выходом, образуя единый, когезионный профиль, в котором материалы связаны вместе, но остаются в виде отдельных слоев.
Ключевые области применения комбинирования материалов
Эта способность комбинировать материалы открывает значительные преимущества в производительности и стоимости.
Например, жесткий ПВХ может быть использован для структурного сердечника изделия, в то время как тонкий внешний слой гибкого ПВХ обеспечивает мягкую на ощупь поверхность или интегрированное уплотнение.
Другое распространенное применение — нанесение тонкого, дорогого, УФ-стойкого «кэпстока» поверх более толстого сердечника, изготовленного из более дешевого или переработанного материала. Это обеспечивает отличную устойчивость к атмосферным воздействиям без затрат на изготовление всей детали из премиального материала.
Понимание компромиссов
Хотя соэкструзия является мощным методом, она вводит сложности, которых нет в стандартной экструзии. Выбор правильного процесса требует понимания этих компромиссов.
Сложность и стоимость оснастки
Соэкструзия требует нескольких экструдеров и значительно более сложной, а следовательно, более дорогой фильеры. Первоначальные инвестиции и затраты на установку выше, чем для линии однокомпонентной экструзии.
Совместимость материалов имеет решающее значение
Объединяемые материалы должны быть совместимы. Они должны иметь схожие температуры плавления для правильной обработки в фильере, и они должны иметь хорошую химическую адгезию для надежного сцепления друг с другом. Плохое сцепление может привести к расслоению и выходу продукта из строя.
Контроль процесса и точность
Управление скоростью потока и температурой нескольких материалов одновременно требует более высокой степени контроля процесса и опыта оператора. Поддержание постоянной толщины слоя и адгезии является критической инженерной задачей.
Выбор правильного решения для вашей цели
Выбор между экструзией и соэкструзией полностью определяется функциональными требованиями и целевыми затратами вашего конечного продукта.
- Если ваша основная цель — экономичная деталь с однородными свойствами: Стандартная экструзия почти всегда является правильным и наиболее экономичным выбором.
- Если ваша основная цель — создание детали с несколькими функциями: Соэкструзия необходима для объединения различных свойств материалов, таких как жесткий каркас с гибким шарниром или уплотнением.
- Если ваша основная цель — оптимизация стоимости и долговечности: Соэкструзия позволяет размещать дорогие, высокопроизводительные материалы только там, где они необходимы, например, на открытой поверхности, используя при этом более дешевый сердечник.
В конечном итоге, выбор зависит от того, могут ли требования к вашему продукту быть удовлетворены одним материалом или требуют инженерной синергии нескольких.
Сводная таблица:
| Характеристика | Стандартная экструзия | Соэкструзия |
|---|---|---|
| Количество материалов | Один | Два или более |
| Состав профиля | Однородный, монолитный | Многослойный, композитный |
| Основное преимущество | Экономичный, простой | Многофункциональный, оптимизированная производительность |
| Сложность и стоимость | Ниже | Выше |
| Ключевое применение | Детали с однородными свойствами | Детали, требующие комбинированных свойств (например, жесткий сердечник + гибкое уплотнение) |
Готовы выбрать правильный процесс для вашего пластикового профиля?
Независимо от того, нужна ли вам простая экструзия из одного материала или сложная многослойная соэкструзия, KINTEK обладает опытом и оборудованием, чтобы воплотить ваш проект в жизнь. Наша команда специализируется на предоставлении индивидуальных решений для лабораторных и промышленных потребностей в переработке пластика.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить свойства вашего материала, цели производительности и целевые затраты. Позвольте нам помочь вам спроектировать идеальную деталь.
Визуальное руководство