Для мелкосерийного и среднесерийного производства термоформование является основной недорогой альтернативой литью под давлением. Другие ключевые методы, особенно для прототипирования и начальных партий, включают 3D-печать и литье уретана. Лучший выбор не универсален; он полностью зависит от требуемого объема производства, сложности детали и свойств материала.
Высокая стоимость литья под давлением обусловлена первоначальной оснасткой, а не отдельными деталями. Более дешевые альтернативы значительно снижают эти первоначальные инвестиции за счет использования более простых, менее долговечных форм, что делает их идеальными для производства меньших объемов, где высокая стоимость за единицу приемлема.

Почему литье под давлением является эталоном (и когда это не так)
Чтобы понять альтернативы, вы должны сначала понять, почему литье под давлением является как золотым стандартом для массового производства, так и часто непомерно дорогим для небольших проектов. Вся структура затрат вращается вокруг самой формы.
Высокая стоимость прецизионной оснастки
Пресс-формы для литья под давлением — это шедевры инженерной мысли. Они обычно изготавливаются из стали или алюминия, должны выдерживать огромное давление и температуру, и часто имеют сложные внутренние каналы для охлаждения и механизмы для извлечения деталей.
Эта сложность означает, что первоначальная стоимость оснастки значительна, часто варьируясь от 10 000 до более чем 100 000 долларов, в зависимости от размера и сложности детали.
Сила масштаба: низкая стоимость за единицу
Высокие первоначальные инвестиции оправданы чрезвычайно низкой стоимостью за единицу при масштабировании. После создания и установки формы она может производить сотни тысяч или даже миллионы деталей.
Время цикла невероятно быстрое — часто всего несколько секунд на деталь — а отходы материала минимальны. Для крупносерийного производства ни один другой процесс не может конкурировать по цене за единицу.
Точка безубыточности
Это создает точку безубыточности. Ниже определенного количества деталей высокая стоимость оснастки делает литье под давлением неэкономичным. Выше этой точки низкая стоимость за единицу делает его самым дешевым доступным методом. Альтернативы существуют для удовлетворения потребностей ниже этого объема безубыточности.
Рассмотренные ключевые недорогие альтернативы
Если ваш проект находится ниже точки безубыточности литья под давлением, несколько процессов предлагают более финансово жизнеспособный путь вперед. Каждый из них имеет свою нишу в зависимости от объема и типа детали.
Термоформование: для более простых геометрий
Как отмечалось, термоформование является отличной альтернативой для деталей с относительно простым дизайном, таких как корпуса, лотки, контейнеры или большие панели.
Процесс включает нагрев пластикового листа до пластичного состояния, затем его растягивание на односторонней форме с использованием вакуума или давления. Поскольку форма односторонняя и испытывает гораздо меньшее напряжение, ее можно изготовить быстрее и дешевле, чем пресс-форму для литья под давлением.
Литье уретана: для высокоточных малых партий
Литье уретана является идеальным мостом между единичным прототипом и мелкосерийным производством (обычно 10-100 единиц).
Процесс начинается с 3D-печати высококачественной «мастер-модели» вашей детали. Затем вокруг этой модели отливается гибкая силиконовая форма. После отверждения силиконовая форма может быть использована для отливки десятков высокоточных деталей с использованием жидких полиуретановых смол, которые очень точно имитируют производственные пластмассы.
3D-печать (FDM/SLA): для прототипов и сверхмалых объемов
Для единичных деталей, проверки дизайна и функционального тестирования ничто не сравнится с 3D-печатью. Она не требует никакой оснастки, переходя непосредственно от цифрового файла к физическому объекту.
Хотя это самый быстрый способ получить одну деталь, это также самый медленный и дорогой процесс в расчете на одну деталь, что делает его непригодным даже для небольших производственных партий.
Понимание компромиссов
Выбор производственного процесса — это балансирование. Более низкая первоначальная стоимость почти всегда сопровождается компромиссами в других областях.
Стоимость против объема: критический спектр
Наиболее важным фактором является целевое количество. Простая ментальная модель:
- 1-10 деталей: 3D-печать
- 10-100 деталей: Литье уретана
- 100-5 000 деталей: Термоформование (для простых деталей)
- 5 000+ деталей: Литье под давлением
Эти диапазоны являются приблизительными, но они обеспечивают четкую основу для того, где каждый процесс обеспечивает наибольшую ценность.
Сложность детали и геометрия
Литье под давлением обеспечивает огромную геометрическую свободу, включая сложные внутренние элементы, бобышки для винтов и поднутрения.
Термоформование гораздо более ограничено. Оно лучше всего подходит для оболочкообразных деталей, где одна сторона детализирована, а другая относительно проста. Глубокая вытяжка и острые внутренние углы могут быть сложными. Литье уретана обеспечивает хорошую детализацию, но может испытывать трудности с очень тонкими элементами, которые легко обрабатываются при литье под давлением.
Выбор материала
Литье под давлением поддерживает обширную библиотеку производственных термопластов, от обычных ABS и полипропилена до высокоэффективного PEEK.
Термоформование ограничено пластиками, доступными в листовой форме. Литье уретана использует двухкомпонентные жидкие смолы, которые имитируют, но не идентичны их термопластическим аналогам. Это может быть критическим отличием для производительности конечного продукта.
Правильный выбор для вашего проекта
Оцените свою непосредственную цель, чтобы выбрать наиболее эффективный и экономичный производственный процесс.
- Если ваша основная задача — быстрое прототипирование и проверка дизайна: Выберите 3D-печать за ее беспрецедентную скорость и нулевую стоимость оснастки.
- Если ваша основная задача — производство небольшой партии (10-100 единиц) для рыночного тестирования или демонстрации продаж: Литье уретана обеспечивает лучший баланс высококачественной отделки и низких инвестиций в оснастку.
- Если ваша основная задача — мелкосерийное и среднесерийное производство (100-5 000 единиц) более простых деталей, таких как крышки или лотки: Термоформование — ваше наиболее экономичное производственное решение.
- Если ваша основная задача — массовое производство (5 000+ единиц) с максимально низкой стоимостью за единицу: Инвестиции в оснастку для литья под давлением — это правильное долгосрочное финансовое решение.
Сопоставляя производственный процесс с вашими конкретными потребностями в объеме и сложности, вы можете избежать ненужных затрат и эффективно вывести свой продукт на рынок.
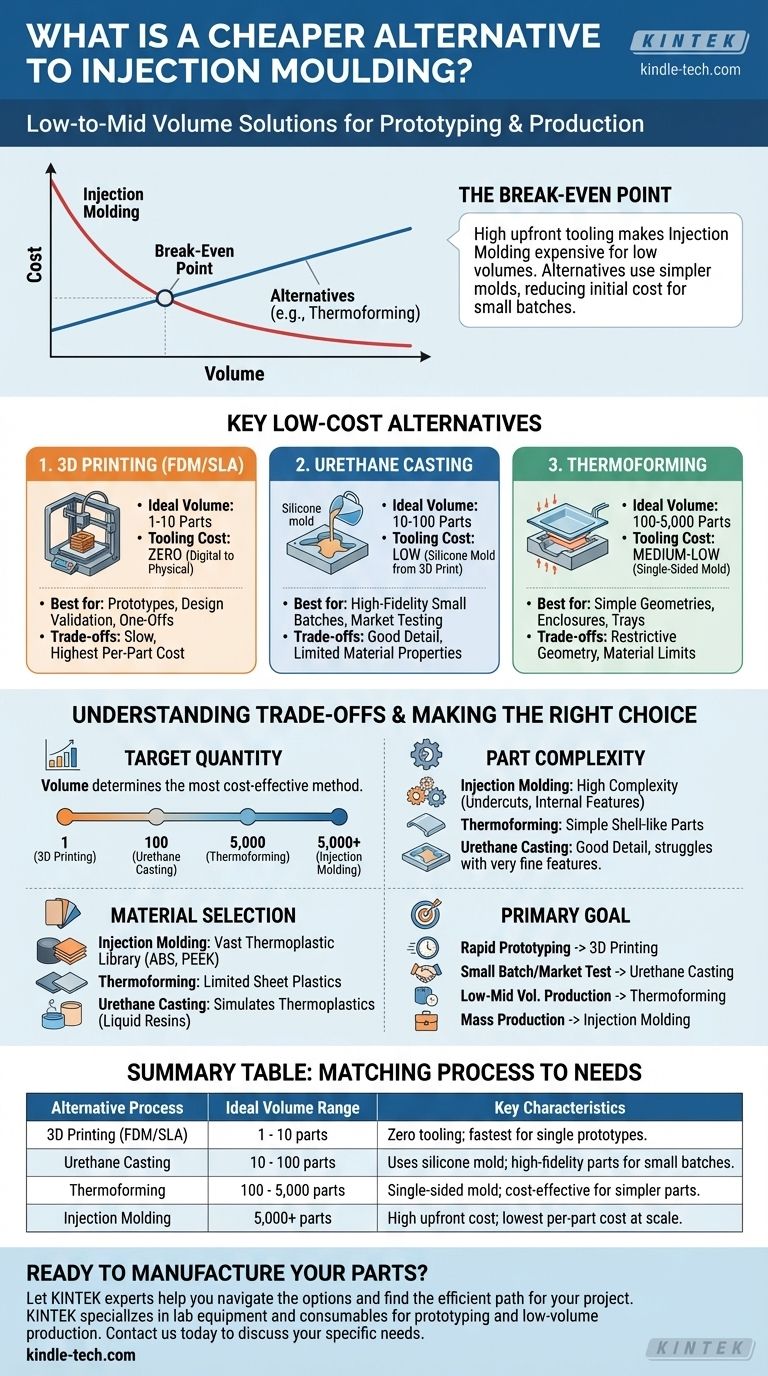
Сводная таблица:
| Альтернативный процесс | Идеальный диапазон объема | Ключевые характеристики |
|---|---|---|
| 3D-печать (FDM/SLA) | 1 - 10 деталей | Нулевая стоимость оснастки; самый быстрый для единичных прототипов. |
| Литье уретана | 10 - 100 деталей | Использует силиконовую форму из 3D-печатной мастер-модели; высокоточные детали. |
| Термоформование | 100 - 5 000 деталей | Односторонняя, недорогая форма; идеально подходит для более простых геометрий, таких как корпуса. |
| Литье под давлением | 5 000+ деталей | Высокие первоначальные затраты на оснастку; самая низкая стоимость за единицу при больших объемах. |
Готовы к производству ваших деталей?
Выбор правильного процесса имеет решающее значение для управления затратами и достижения производственных целей. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, необходимых для прототипирования и мелкосерийного производства, включая решения для тестирования и подготовки материалов.
Позвольте нашим экспертам помочь вам разобраться в вариантах и найти наиболее эффективный путь для вашего проекта.
Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные потребности и то, как мы можем поддержать успех вашей лаборатории.
Визуальное руководство