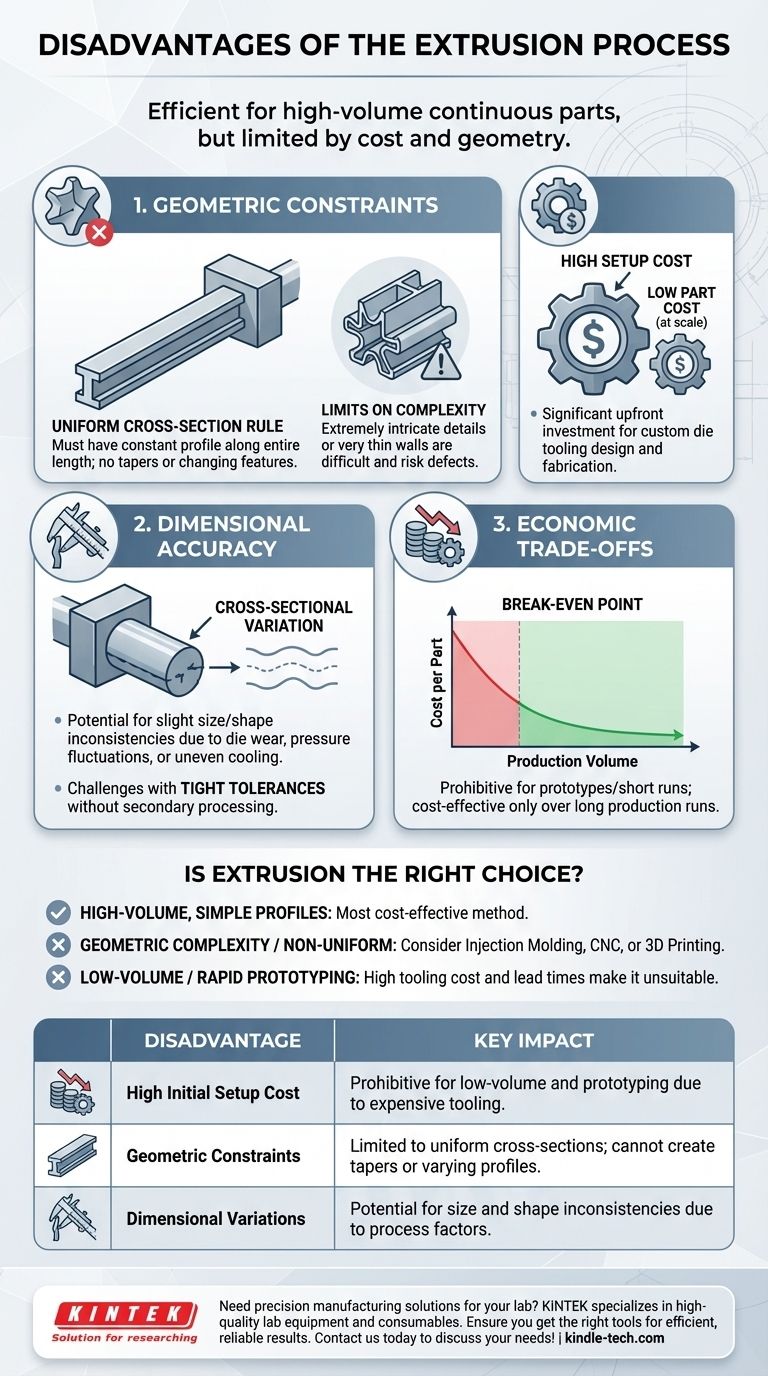
Несмотря на высокую эффективность для определенных применений, основные недостатки процесса экструзии заключаются в высоких первоначальных затратах на наладку, ограничении на детали с однородным поперечным сечением и потенциале для изменения размеров конечного продукта. Эти факторы делают его специализированным процессом, который не подходит для всех производственных нужд.
Экструзия — это исключительный метод производства для крупносерийного выпуска непрерывных линейных деталей, но его основные ограничения носят экономический и геометрический характер. Процесс определяется его однородным профилем, а его экономическая эффективность достигается только в больших масштабах.

Проблема геометрических ограничений
Фундаментальная природа экструзии — продавливание материала через формообразующую матрицу — создает присущие ограничения на геометрию деталей, которые вы можете производить.
Правило однородного поперечного сечения
Самое значительное ограничение заключается в том, что поперечное сечение экструдированной детали должно быть одинаковым по всей ее длине.
Это означает, что вы не можете создавать детали с изменяющимися профилями, конусностью или элементами, которые меняются вдоль оси экструзии.
Ограничения сложности продукта
Хотя само поперечное сечение может быть сложным, существуют практические пределы. Чрезвычайно сложные детали или элементы с очень тонкими стенками могут быть трудно надежно экструдированы и могут привести к дефектам.
Вопрос точности размеров
Достижение идеальной стабильности размеров может быть проблемой в процессе экструзии, требующей тщательного контроля технологических переменных.
Понимание вариации поперечного сечения
Могут возникать небольшие изменения в размере и форме конечного продукта. Это может быть вызвано износом матрицы при длительных производственных циклах, колебаниями давления или неравномерным охлаждением по мере выхода материала из матрицы.
Эти факторы означают, что экструзия может быть не идеальным выбором для компонентов, требующих исключительно жестких допусков без последующей обработки.
Понимание экономических компромиссов
Финансовая модель для экструзии в значительной степени ориентирована на крупносерийное производство, что делает ее непригодной для маломасштабных проектов.
Высокая первоначальная стоимость наладки
Основным экономическим недостатком является высокая первоначальная стоимость оснастки. Создание индивидуальной стальной матрицы — это специализированный процесс, который требует значительных первоначальных инвестиций как в проектирование, так и в изготовление.
Точка безубыточности
Из-за высоких затрат на оснастку экструзия становится экономически эффективной только при длительных производственных циклах. Стоимость за деталь значительно снижается при больших объемах, но для прототипов или коротких партий первоначальные инвестиции являются заградительными.
Является ли экструзия правильным выбором для вашего проекта?
Оценка этих недостатков по сравнению с вашими конкретными целями определит, является ли экструзия правильным производственным процессом.
- Если ваша основная цель — крупносерийное производство простого, непрерывного профиля: Экструзия, вероятно, является наиболее экономически эффективным доступным методом, и первоначальные затраты на наладку будут легко оправданы.
- Если ваша основная цель — геометрическая сложность или требуются неравномерные формы: Вам следует немедленно рассмотреть альтернативные процессы, такие как литье под давлением, обработка на станках с ЧПУ или 3D-печать.
- Если ваша основная цель — малосерийное производство или быстрое прототипирование: Высокая стоимость оснастки и сроки выполнения работ при экструзии делают ее неподходящим выбором по сравнению с более гибкими методами.
Понимание этих основных ограничений является ключом к использованию огромной мощи экструзии для правильного применения.
Сводная таблица:
| Недостаток | Ключевое влияние |
|---|---|
| Высокая первоначальная стоимость наладки | Заградительная для малосерийного производства и прототипирования из-за дорогостоящей оснастки для индивидуальных матриц. |
| Геометрические ограничения | Ограничено деталями с однородным поперечным сечением; невозможно создавать конусность или изменяющиеся профили. |
| Колебания размеров | Возможность несоответствия размера и формы из-за износа матрицы, изменений давления или неравномерного охлаждения. |
Нужны ли вам прецизионные производственные решения для вашей лаборатории? KINTEK специализируется на высококачественном лабораторном оборудовании и расходных материалах. Независимо от того, требует ли ваш проект экструзии или альтернативного процесса, наш опыт гарантирует, что вы получите правильные инструменты для эффективных и надежных результатов. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные лабораторные потребности!
Визуальное руководство