Главный недостаток 4-валкового стана — его ограниченная способность контролировать форму материала по всей его ширине. Это часто приводит к нежелательным эффектам, таким как удлинение краев, также известное как «утонение краев» (edge drop), при котором края полосы толще, чем центр. Это происходит потому, что конструкция, хотя и прочная, не обеспечивает прямой поддержки рабочих валков на самых краях обрабатываемого материала.
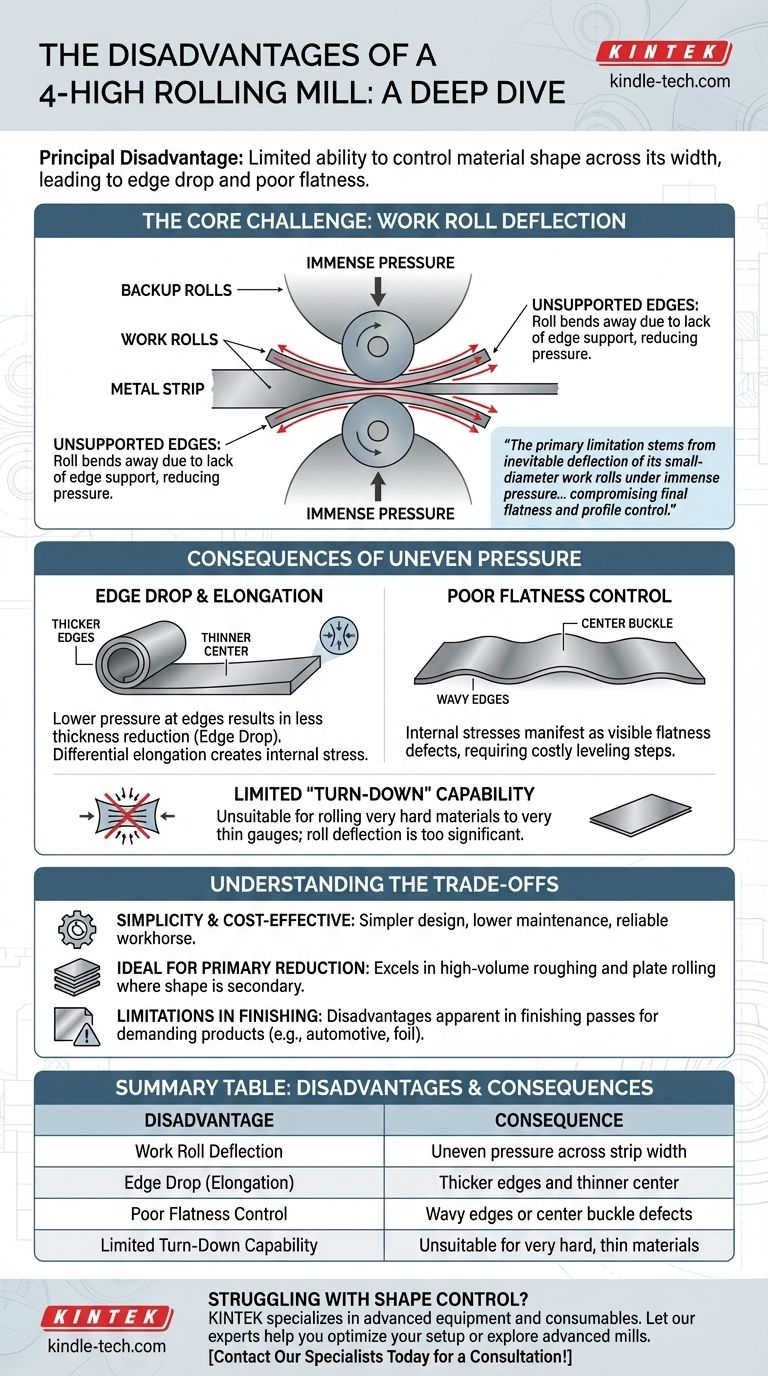
Основное ограничение 4-валкового стана проистекает из неизбежного прогиба его рабочих валков малого диаметра под огромным давлением. Хотя большие опорные валки обеспечивают центральную поддержку, неподдерживаемые концы валков могут изгибаться, что приводит к более тонкому центру и более толстым краям на прокатном материале, что ухудшает конечную плоскостность и контроль профиля.

Основная проблема: прогиб рабочих валков
Центральная проблема любой прокатной операции заключается в управлении огромными силами, необходимыми для уменьшения толщины металла. В 4-валковом стане эта сила создает фундаментальную механическую проблему.
Механика изгиба
Два рабочих валка малого диаметра находятся в непосредственном контакте с металлической полосой. Чтобы деформировать металл, они подвергаются воздействию огромных усилий (миллионы фунтов).
Под этой нагрузкой рабочие валки ведут себя как балка, поддерживаемая в двух точках, и слегка изгибаются, причем наибольший прогиб происходит в центре.
Роль опорных валков
Для противодействия этому изгибу два гораздо более крупных опорных валка прижимаются к рабочим валкам. Их массивный диаметр и жесткость обеспечивают решающую поддержку.
Однако эта поддержка не является идеально равномерной по всей длине рабочего валка. Она эффективно укрепляет центр, но не устраняет прогиб полностью.
Неподдерживаемые края
Критический недостаток возникает на краях металлической полосы. Опорные валки поддерживают основную часть рабочих валков, но непосредственно на краях нет опорной поверхности.
Это отсутствие краевой поддержки позволяет рабочим валкам изгибаться в сторону от материала на крайних концах, уменьшая прокатное давление на краях по сравнению с центром.
Последствия неравномерного давления
Этот неравномерный профиль давления по ширине полосы напрямую приводит к распространенным дефектам качества, которые определяют пределы производительности 4-валкового стана.
Утонение краев и удлинение
Поскольку давление на краях ниже, материал там не уменьшается в толщине так сильно, как материал в центре. Это приводит к тому, что полоса становится толще по краям — дефект, известный как утонение краев (edge drop).
Это также означает, что материал в центре удлиняется больше, чем материал по краям. Это дифференциальное удлинение создает внутреннее напряжение внутри полосы.
Плохой контроль плоскостности
Внутренние напряжения должны быть сняты. Они проявляются в виде видимых дефектов плоскостности, таких как волнистые края или вздутие в центре.
Эти дефекты формы часто неприемлемы для высокоточных применений и требуют дополнительных операций выравнивания или обработки для исправления, что увеличивает время и стоимость производства.
Ограниченная возможность «спуска» (Turn-Down)
Это конструктивное ограничение делает 4-валковые станы менее подходящими для прокатки очень твердых материалов до очень тонких калибров. Прогиб валков становится слишком значительным по отношению к целевой толщине, что делает почти невозможным получение плоского, однородного продукта.
Понимание компромиссов
Несмотря на эти недостатки, 4-валковый стан остается краеугольным камнем металлургической промышленности по понятным и практическим причинам. Признание его ограничений является ключом к его эффективному использованию.
Простота и экономичность
4-валковая конфигурация механически проще и дешевле в изготовлении и обслуживании, чем более совершенные конструкции станов (такие как 6-валковые или 20-валковые кластерные станы).
Его надежность делает его надежной рабочей лошадкой для широкого спектра распространенных прокатных операций.
Идеально подходит для первичного обжатия
4-валковые станы превосходны в операциях «черновой» прокатки и прокатки плит. На этих ранних стадиях основная цель — значительное уменьшение толщины, а точный контроль конечной формы является второстепенной задачей.
Ограничения в отделке
Недостатки стана становятся наиболее очевидными на «отделочных» проходах, где критичны конечный калибр, профиль и плоскостность. Для требовательных продуктов, таких как листы для автомобильных кузовов или тонкая фольга, часто требуются более сложные конструкции станов, чтобы преодолеть присущие 4-валковой установке ограничения.
Сделайте правильный выбор для вашей цели
Выбор правильной технологии стана требует соответствия возможностей оборудования требованиям к конечному продукту.
- Если ваша основная цель — высокообъемная черновая прокатка или прокатка плит: 4-валковый стан часто является наиболее экономичным и надежным решением благодаря своей простой конструкции и высокой производительности.
- Если ваша основная цель — производство тонкой полосы высокой прочности с исключительной плоскостностью: Ограничения контроля формы 4-валкового стана могут быть неприемлемыми, и вам следует рассмотреть усовершенствованные конфигурации, такие как 6-валковые или кластерные станы.
- Если вы устраняете неполадки существующего 4-валкового стана: Сосредоточьтесь на системах, которые компенсируют прогиб валков, таких как домкраты для изгиба рабочих валков и специальные профили шлифовки валков (короны), чтобы расширить рабочий диапазон стана.
Понимание присущих 4-валковому стану конструктивных ограничений — это первый шаг к оптимизации его работы или выбору более подходящей технологии для вашего конкретного применения.
Сводная таблица:
| Недостаток | Следствие |
|---|---|
| Прогиб рабочих валков | Неравномерное давление по ширине полосы |
| Утонение краев (удлинение) | Более толстые края и более тонкий центр |
| Плохой контроль плоскостности | Дефекты в виде волнистых краев или вздутия в центре |
| Ограниченная возможность «спуска» | Не подходит для очень твердых, тонких материалов |
Сталкиваетесь с проблемами контроля формы или качества продукции в ваших прокатных операциях? Ограничения 4-валкового стана могут стать серьезным узким местом. В KINTEK мы специализируемся на передовом лабораторном оборудовании и расходных материалах для испытаний и обработки материалов. Наши эксперты могут помочь вам проанализировать ваши потребности и порекомендовать правильную технологию — будь то оптимизация вашей текущей установки или изучение более совершенных конфигураций станов. Давайте вместе улучшим качество вашей продукции и эффективность. Свяжитесь с нашими специалистами сегодня для консультации!
Визуальное руководство
Связанные товары
- Лабораторная горизонтальная мельница для банок с четырьмя телами
- Лабораторная высокопроизводительная мельница для измельчения тканей
- Открытая двухвалковая смесительная машина для дробилки резины
- Высокоэнергетическая всенаправленная планетарная шаровая мельница для лаборатории
- Высокоэнергетическая вибрационная шаровая мельница для лабораторного использования
Люди также спрашивают
- Какова функция лабораторной шаровой мельницы при приготовлении АММК? Оптимизация диспергирования и измельчения зерна
- Почему для получения сверхмелкой золы-уноса требуется лабораторная шаровая мельница? Раскройте наноразмерную адсорбционную мощность
- Какова функция лабораторной шаровой мельницы при предварительной обработке угля из отработанных шин (WTC)? Оптимизировать реакционную способность материала
- Почему для порошков сплава Fe-Cr-Mn-Mo-N необходима лабораторная шаровая мельница? Откройте для себя синтез высокопроизводительных сплавов
- Какова основная функция лабораторной шаровой мельницы при модификации золы рисовой шелухи (ЗРШ)? Достижение пиковой плотности














