Хотя краска SEM для отделки становится сухой на ощупь уже через 20-30 минут, она еще не полностью отверждена. Полный процесс химического отверждения, который придает краске окончательную долговечность и устойчивость к царапинам, занимает значительно больше времени — обычно от 24 до 72 часов в идеальных условиях.
Наиболее важная концепция, которую необходимо понять, — это разница между «сухим на ощупь» и «полностью отвержденным». Быстрое высыхание поверхности позволяет работать с изделием, но нижний слой краски остается мягким и уязвимым. Истинная долговечность достигается только после завершения процесса химического отверждения.

Стадии высыхания и отверждения
Понимание различных фаз отверждения краски необходимо для предотвращения повреждения свежеокрашенных деталей. Каждый этап имеет свои особенности в отношении того, как следует обращаться с готовым изделием.
Этап 1: Сухо на ощупь (5-10 минут)
На этом этапе растворители на самой поверхности краски испарились. Краска не будет липкой и не будет переноситься на слегка прикоснувшуюся перчатку.
Однако слой краски под поверхностью все еще очень влажный и мягкий. Любое давление оставит на покрытии несмываемые следы или отпечатки пальцев.
Этап 2: Сухо для обращения (20-30 минут)
Примерно через полчаса испарится достаточно растворителя, чтобы можно было осторожно перемещать окрашенную деталь. Вы можете взять ее за края и переместить в безопасное место для продолжения отверждения.
Краска все еще слишком мягкая для установки, маскировки или воздействия любого стресса. Закрепление или приложение крутящего момента на этом этапе испортит покрытие.
Этап 3: Начальное отверждение (24 часа)
Через 24 часа в идеальных условиях краска достигает значительной степени твердости. Процесс химического сшивания идет полным ходом.
Для многих легких применений деталь может быть готова к осторожной установке. Она все еще подвержена царапинам и химическим повреждениям.
Этап 4: Полное отверждение (72+ часа)
Полное отверждение — это момент, когда краска достигает максимальной твердости, химической стойкости и адгезии. Большая часть растворителя покинула пленку, и полимерные цепи полностью сшиты.
Для деталей, подвергающихся частому контакту, воздействию чистящих химикатов или суровых погодных условий, настоятельно рекомендуется дождаться полного отверждения перед установкой. Процесс отверждения может продолжаться на микроскопическом уровне до 30 дней.
Ключевые факторы, влияющие на время отверждения
Время, указанное на банке, основано на идеальных лабораторных условиях. Ваши реальные результаты будут зависеть от следующих четырех факторов.
Температура
Это самый значительный фактор. Стандартное время высыхания рассчитано при температуре примерно 70°F (21°C). При каждом снижении температуры на 15°F (8°C) время отверждения удваивается. Отверждение фактически прекращается при температуре ниже 60°F (15°C).
Толщина нанесения
Нанесение одного или двух толстых слоев вместо нескольких тонких — распространенная ошибка. Толстая пленка краски задерживает растворители, что значительно увеличивает время, необходимое для затвердевания нижних слоев. Это может продлить 72-часовое отверждение до недели или более.
Влажность
Высокая влажность замедляет скорость испарения растворителя с поверхности краски. Это продлевает все стадии процесса высыхания и отверждения. Сухая среда всегда предпочтительнее.
Воздушный поток
Хорошая, мягкая циркуляция воздуха помогает уносить испарившиеся растворители с поверхности детали, ускоряя процесс высыхания. Вентилятор, расположенный в другом конце комнаты (не направленный непосредственно на деталь), может значительно улучшить ситуацию.
Понимание компромиссов и подводных камней
Терпение — добродетель в малярных работах, и спешка с процессом отверждения часто приводит к переделке.
Риск спешки при сборке
Установка детали, которая только «сухая на ощупь», является наиболее частой причиной отказа. Давление от торцевого ключа, гаечного ключа или даже крутящий момент от крепежа могут отпечататься на мягкой краске, создавая постоянные блестящие или деформированные пятна.
Опасность запертых растворителей
Если вы наносите последующие слои краски слишком быстро или наносите один слишком толстый слой, поверхность может «затянуться». Это задерживает растворители внутри, не позволяя краске правильно отвердевать. Результатом является покрытие, которое остается мягким и легко повреждается, иногда в течение нескольких месяцев.
Химическая и абразивная уязвимость
Неотвержденное лакокрасочное покрытие очень чувствительно к повреждениям от химических веществ. Избегайте воздействия на деталь восков, спреев для детализации или агрессивных чистящих средств в течение как минимум недели. Аналогично, покрытие будет царапаться и истираться гораздо легче, пока не достигнет своей полной твердости.
Правильный выбор для вашего проекта
Цель вашего проекта будет диктовать, как вы подходите к процессу отверждения. Ждите столько, сколько позволяет ваша ситуация, для достижения наилучшего результата.
- Если ваша основная цель — быстрая оборачиваемость: Нанесите 2-3 очень тонких слоя в теплой (75°F+), сухой среде с хорошим воздушным потоком и подождите минимум 24 часа перед любой осторожной сборкой.
- Если ваша основная цель — максимальная долговечность и безупречное покрытие: Нанесите 3-4 тонких слоя и дайте детали отвердевать не менее 72 часов в контролируемой среде перед установкой.
- Если вы работаете в прохладном или влажном гараже: Вы должны увеличить свои сроки. Планируйте как минимум вдвое больше рекомендованного времени отверждения и примите меры для улучшения условий, например, используйте обогреватель или осушитель воздуха.
Терпение на этапе отверждения — это последний, критически важный шаг для того, чтобы ваша краска для отделки выглядела и служила как новая долгие годы.
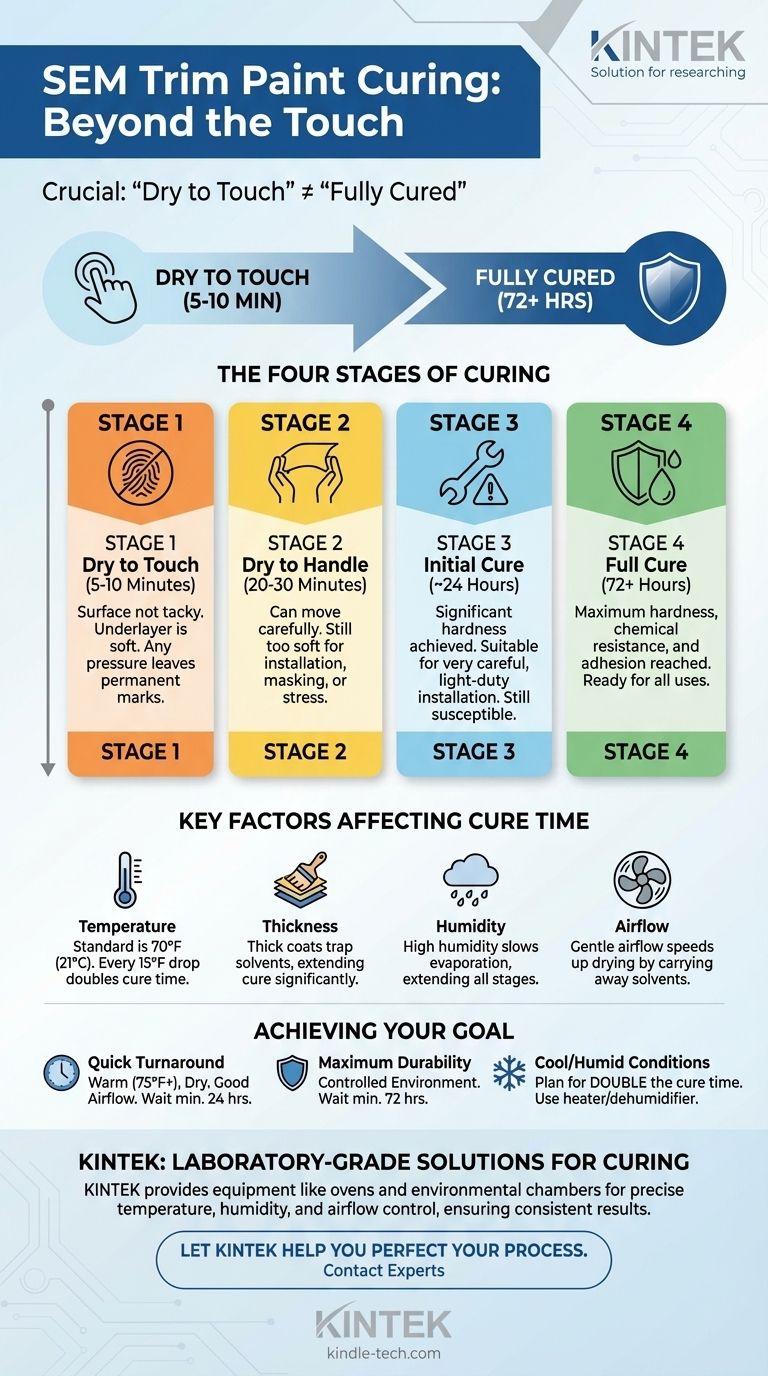
Сводная таблица:
| Этап | Время | Ключевые характеристики |
|---|---|---|
| Сухо на ощупь | 5-10 минут | Поверхность не липкая; нижний слой краски все еще мягкий и уязвимый. |
| Сухо для обращения | 20-30 минут | Можно осторожно перемещать; не готово к установке или нагрузке. |
| Начальное отверждение | ~24 часа | Достигнута значительная твердость; подходит для легкой, осторожной установки. |
| Полное отверждение | 72+ часа | Достигнута максимальная твердость, химическая стойкость и адгезия. |
Добейтесь безупречного, долговечного покрытия с KINTEK
Понимание точного процесса отверждения является ключом к профессиональному результату, но наличие правильного оборудования делает его проще. KINTEK специализируется на предоставлении лабораторных решений, включая оборудование для контролируемой среды, такое как печи и климатические камеры, для обеспечения идеальных условий отверждения красок, покрытий и испытаний материалов.
Независимо от того, занимаетесь ли вы исследованиями и разработками, контролем качества или производством, наши продукты помогают вам достигать стабильных, надежных результатов, точно управляя температурой, влажностью и воздушным потоком.
Позвольте KINTEK помочь вам усовершенствовать ваш процесс. Свяжитесь с нашими экспертами сегодня, чтобы найти идеальное оборудование для ваших конкретных потребностей.
Визуальное руководство