По своей сути, порошковая металлургия (ПМ) принципиально отличается тем, что это аддитивный, или "чистовой", производственный процесс, который создает детали путем уплотнения и нагрева металлических порошков. В отличие от традиционной механической обработки, которая удаляет материал из цельного блока, или литья, которое начинается с расплавленного металла, ПМ строит детали с нуля, что приводит к минимальным отходам и возможности создавать уникальные смеси материалов.
Ключевое различие, которое необходимо понять, заключается в том, что порошковая металлургия — это не просто еще один способ придания формы металлу. Это процесс создания материала и формирования детали, происходящие одновременно, предлагающий беспрецедентный контроль над составом материала и сложностью детали для крупносерийного производства.

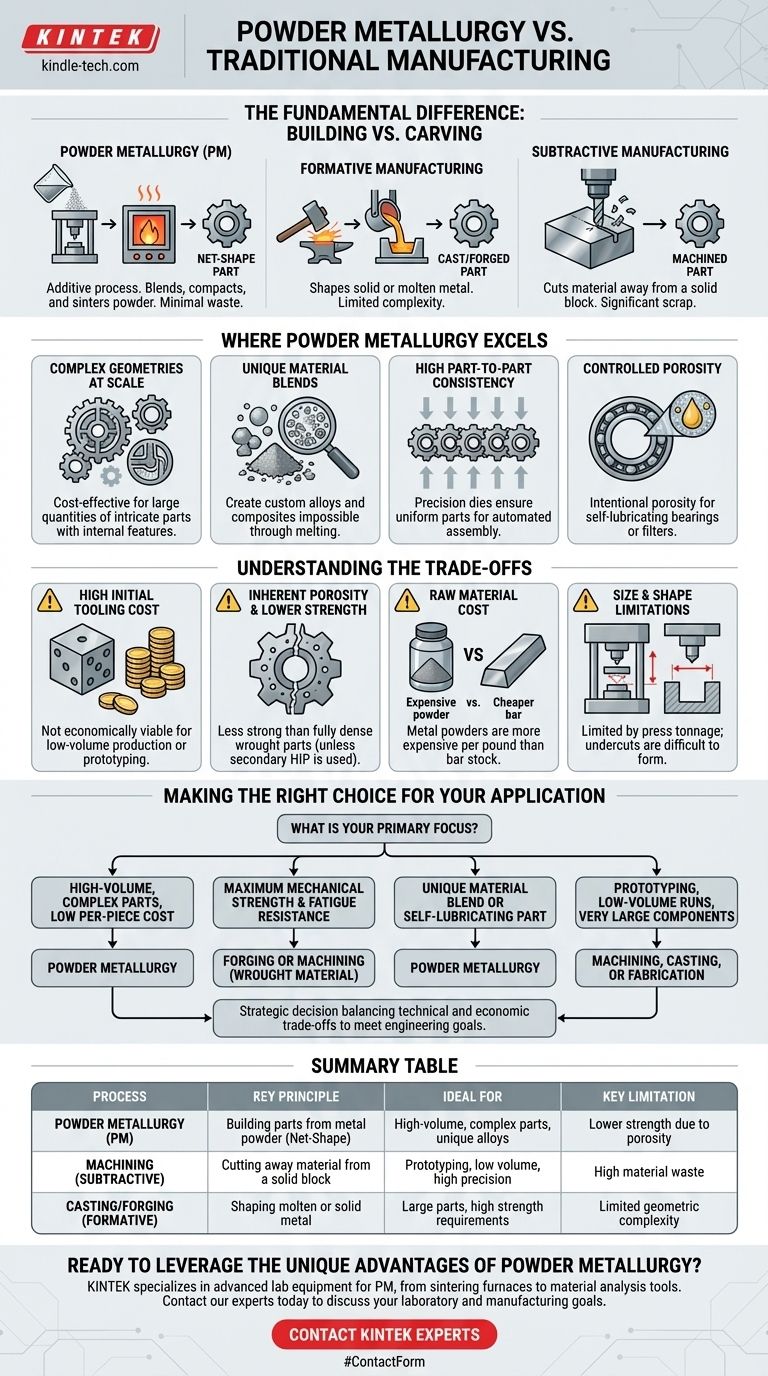
Фундаментальное различие: Создание против Вырезания
Чтобы понять порошковую металлургию, лучше всего сравнить ее основную философию с философией других основных семейств производств.
Порошковая металлургия (ПМ): Процесс "чистового формообразования"
Процесс ПМ включает три основных этапа: смешивание металлических порошков, их уплотнение в желаемую форму с использованием матрицы и нагрев (спекание) в печи с контролируемой атмосферой для связывания частиц.
Этот процесс формирует твердую деталь, которая очень близка к своим окончательным размерам сразу после выхода из печи, отсюда и термин чистовое формообразование или почти чистовое формообразование.
Субтрактивное производство: Вырезание из блока
Процессы, такие как ЧПУ-обработка, являются субтрактивными. Они начинаются с цельного блока или прутка материала и методично вырезают все, что не является конечной деталью.
Хотя этот метод невероятно точен, он генерирует значительное количество отходов, что может быть дорогостоящим, особенно при работе с дорогими металлами.
Формообразующее производство: Придание формы твердому или жидкому металлу
Эта категория включает ковку и литье. Ковка использует огромное давление для придания формы твердому куску горячего металла, в то время как литье включает заливку расплавленного металла в форму.
Они отлично подходят для производства прочных или крупных деталей, но часто имеют ограничения по геометрической сложности и могут требовать обширной вторичной механической обработки для достижения окончательных спецификаций.
Где порошковая металлургия превосходит
Уникальный подход ПМ обеспечивает явные преимущества, которые делают ее идеальным выбором для конкретных применений.
Сложная геометрия в масштабе
ПМ исключительно экономически эффективна для производства больших объемов мелких, сложных деталей. Создание сложных внутренних элементов или зубьев шестерен с помощью механической обработки занимает много времени и приводит к потерям, но с ПМ эти элементы прессуются непосредственно в деталь с самого начала.
Уникальные смеси материалов
Это ключевое отличие. ПМ позволяет создавать индивидуальные сплавы и композиты, которые невозможно получить путем плавки и литья. Вы можете смешивать различные металлы или даже металлы и керамику для достижения конкретных свойств, таких как высокая износостойкость с самосмазыванием.
Высокая однородность деталей
Использование прочных, прецизионно обработанных матриц гарантирует, что каждая произведенная деталь практически идентична. Эта высокая степень однородности деталей критически важна для автоматизированных сборочных линий и применений, требующих жестких допусков для миллионов компонентов.
Контролируемая пористость
Хотя пористость стандартных деталей ПМ часто рассматривается как недостаток, она может быть преимуществом конструкции. Эту пористость можно целенаправленно контролировать и использовать для создания самосмазывающихся подшипников (путем пропитки детали маслом) или фильтров.
Понимание компромиссов
Ни один процесс не идеален. Объективность требует признания ограничений ПМ.
Высокая начальная стоимость оснастки
Закаленные стальные или твердосплавные матрицы, необходимые для уплотнения, дороги в проектировании и производстве. Это делает ПМ экономически невыгодной для мелкосерийного производства или прототипирования.
Внутренняя пористость и более низкая прочность
Стандартные спеченные детали ПМ не на 100% плотные. Эта остаточная пористость делает их менее прочными, чем детали, кованные или обработанные из полностью плотного деформированного прутка. Хотя вторичные процессы, такие как горячее изостатическое прессование (ГИП), могут создавать полностью плотные детали ПМ, это значительно увеличивает стоимость.
Стоимость сырья
Мелкодисперсные металлические порошки дороже за фунт, чем эквивалентный сырой пруток или слиток, используемые в других процессах. Экономия средств в ПМ достигается за счет устранения отходов и механической обработки, а не за счет более дешевого материала.
Ограничения по размеру и форме
Размер детали ограничен тоннажем пресса для уплотнения. Кроме того, такие элементы, как поднутрения или отверстия, перпендикулярные направлению прессования, трудно или невозможно сформировать и требуют вторичных операций.
Правильный выбор для вашего применения
Выбор правильного производственного процесса полностью зависит от конкретных приоритетов вашего проекта: стоимости, объема, свойств материала и сложности.
- Если ваш основной акцент делается на крупносерийные, сложные детали с низкой стоимостью за штуку: Порошковая металлургия часто является наиболее экономичным и эффективным выбором.
- Если ваш основной акцент делается на максимальную механическую прочность и усталостную прочность: Ковка или механическая обработка из цельного деформированного материала обычно являются лучшим вариантом.
- Если ваш основной акцент делается на создание уникальной смеси материалов или самосмазывающейся детали: Порошковая металлургия может быть единственным технологически жизнеспособным путем.
- Если ваш основной акцент делается на прототипирование, мелкосерийное производство или очень крупные компоненты: Механическая обработка, литье или изготовление, как правило, более практичны и экономичны.
В конечном итоге, выбор производственного процесса — это стратегическое решение, основанное на балансе этих технических и экономических компромиссов для достижения вашей конкретной инженерной цели.
Сводная таблица:
| Процесс | Ключевой принцип | Идеально для | Ключевое ограничение |
|---|---|---|---|
| Порошковая металлургия (ПМ) | Создание деталей из металлического порошка (чистовое формообразование) | Крупносерийные, сложные детали, уникальные сплавы | Более низкая прочность из-за пористости |
| Механическая обработка (субтрактивная) | Вырезание материала из цельного блока | Прототипирование, малый объем, высокая точность | Большие отходы материала |
| Литье/Ковка (формообразующая) | Придание формы расплавленному или твердому металлу | Крупные детали, высокие требования к прочности | Ограниченная геометрическая сложность |
Готовы использовать уникальные преимущества порошковой металлургии для ваших крупносерийных компонентов?
KINTEK специализируется на предоставлении передового лабораторного оборудования и расходных материалов — от печей для спекания до инструментов для анализа материалов — которые необходимы для разработки и оптимизации процессов ПМ. Наш опыт помогает вам достичь требуемых свойств материала и эффективности производства.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные цели.
Визуальное руководство
Связанные товары
- Гранулированный порошок высокочистого оксида алюминия для передовой инженерной тонкой керамики
- Складная лодка из молибдена и тантала с крышкой или без
- Лабораторная пресс-форма для таблетирования порошка в стальном кольце XRF & KBR для ИК-Фурье
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Круглая двунаправленная пресс-форма для лаборатории
Люди также спрашивают
- Какова функция порошка высокочистого оксида алюминия в качестве наполнителя в процессе цементации для лопаток авиационных двигателей?
- Какова цель использования высокочистых алюминиевых пластин при спекании матов из AlN? Обеспечение точности и чистоты
- Как следует выбирать порошок оксида алюминия для полировки дискового электрода и какова процедура удаления царапин? Достижение идеальной зеркальной поверхности
- Почему для спекания пористой нержавеющей стали используют пластины из высокочистого глинозема? Обеспечение чистоты и точности
- Почему необходимо наносить порошок оксида алюминия на графитовые формы для TiC10/Cu-Al2O3? Обеспечение легкого извлечения.





