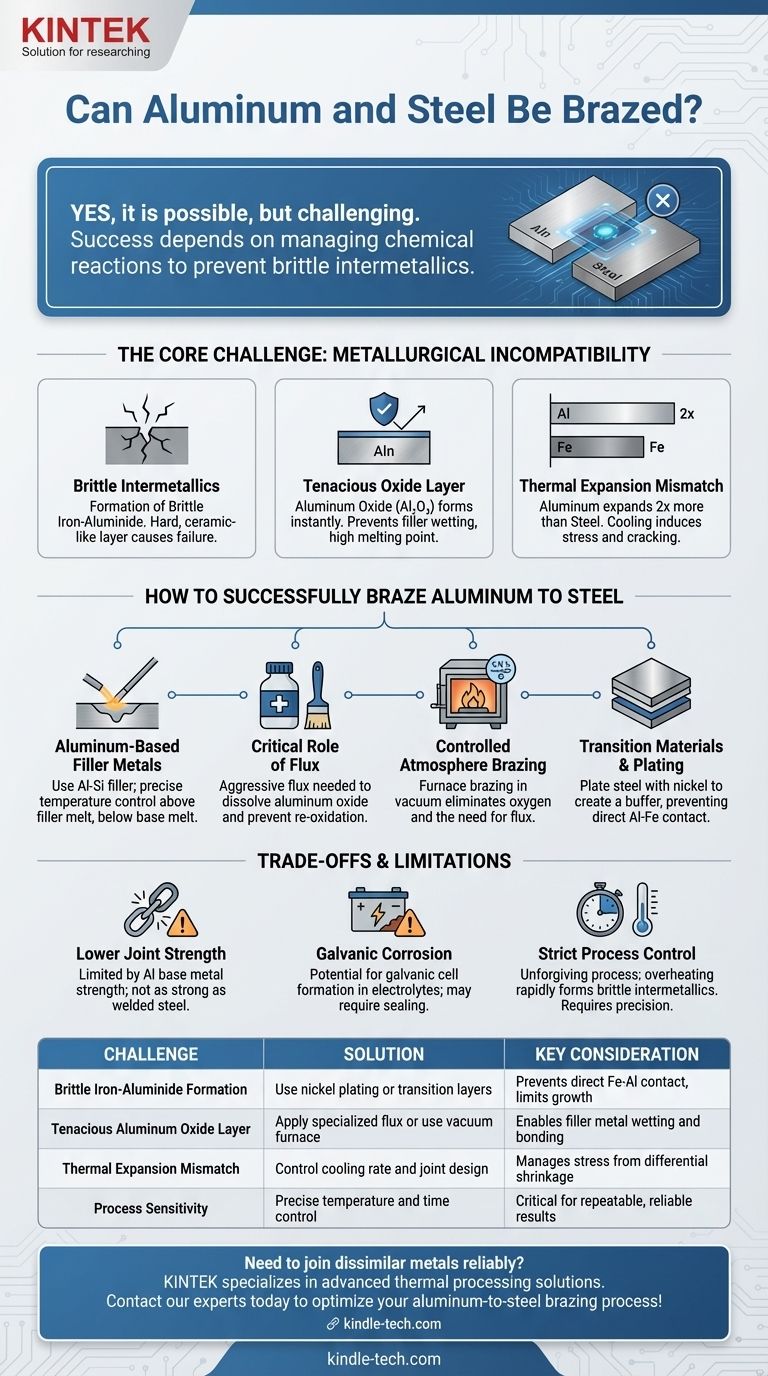
Да, паять алюминий со сталью возможно, но это сложный процесс, требующий специализированных методов для преодоления фундаментальных металлургических несовместимостей. В отличие от пайки однородных металлов, простое применение тепла и стандартного припоя не сработает и почти наверняка приведет к неудачному соединению.
Основная проблема при пайке алюминия со сталью заключается не в самом процессе, а в управлении химической реакцией в месте соединения. Успех полностью зависит от предотвращения образования хрупких интерметаллических соединений железа-алюминия, что требует точного контроля температуры, времени и материалов.
Основная проблема: металлургическая несовместимость
Чтобы понять, почему это соединение сложно, вы должны сначала понять противоречивые свойства двух основных металлов. Проблемы выходят далеко за рамки простого расплавления припоя между ними.
Проблема хрупких интерметаллидов
Когда алюминий и железо (основной компонент стали) нагреваются в прямом контакте, они реагируют, образуя интерметаллические соединения железа-алюминия. Эти соединения чрезвычайно тверды и хрупки, как тонкий слой керамики на границе раздела соединения.
Соединение, содержащее эти хрупкие соединения, будет иметь очень плохие механические свойства и, вероятно, треснет при минимальном напряжении или вибрации. Вся цель успешного процесса пайки алюминия со сталью состоит в том, чтобы ограничить или предотвратить рост этого слоя.
Устойчивый оксидный слой
Алюминий мгновенно образует прочный, прозрачный слой оксида алюминия (Al₂O₃) при контакте с воздухом. Этот оксид имеет очень высокую температуру плавления (около 2072°C или 3762°F), что намного выше температуры плавления самого алюминия.
Прежде чем припой сможет «смачивать» и связываться с поверхностью алюминия, этот оксидный слой должен быть химически удален с помощью агрессивного флюса или физически предотвращено его образование в вакуумной печи.
Несоответствие термического расширения
Алюминий расширяется и сжимается при изменении температуры примерно в два раза быстрее, чем сталь. Во время фазы охлаждения после пайки алюминий будет сжиматься гораздо сильнее, чем сталь.
Это дифференциальное сжатие вызывает значительное напряжение в соединении, что может привести к деформации, потере допуска или даже немедленному растрескиванию, особенно если присутствует хрупкий интерметаллический слой.
Как успешно паять алюминий со сталью
Преодоление этих проблем требует тщательно контролируемого процесса, который непосредственно решает каждую проблему. Здесь очень мало места для ошибок.
Использование припоев на основе алюминия
Наиболее распространенный метод использует припой алюминий-кремний (Al-Si). Температура пайки для этих сплавов тщательно выбирается так, чтобы она была выше температуры плавления припоя, но безопасно ниже температуры плавления основного металла из алюминия.
Критическая роль флюса
Для пайки горелкой или индукционной пайки высокоактивный флюс является обязательным условием. Это не тот же флюс, который используется для меди или стали. Он должен быть специально разработан для агрессивного растворения стойкого слоя оксида алюминия и защиты соединения от повторного окисления во время цикла нагрева.
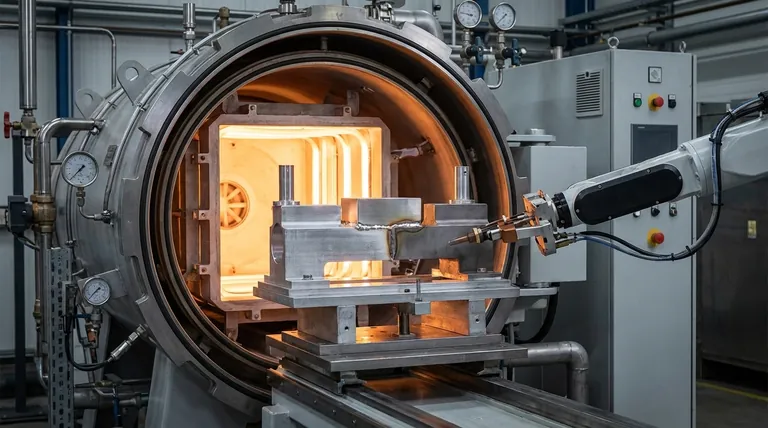
Пайка в контролируемой атмосфере
Для крупносерийного производства предпочтительным методом является печная пайка в контролируемой атмосфере. Это часто делается в вакууме, который удаляет кислород и предотвращает образование оксидов в первую очередь, устраняя необходимость в коррозионном флюсе.
Переходные материалы и покрытие
Высокоэффективная промышленная технология включает создание буфера между двумя металлами. Стальная деталь может быть «наплавлена» или покрыта совместимым материалом, таким как никель. Затем алюминий паяется к этому промежуточному слою, предотвращая прямой контакт между железом и алюминием и останавливая образование хрупких интерметаллидов.
Понимание компромиссов и ограничений
Даже при идеальном выполнении паяное соединение алюминия со сталью имеет присущие компромиссы, которые необходимо учитывать для вашего применения.
Более низкая прочность соединения
Полученное соединение будет ограничено прочностью основного металла из алюминия и припоя. Оно не будет иметь прочности сварной стальной конструкции. Конструкция должна учитывать эти более низкие характеристики прочности.
Потенциал гальванической коррозии
Соединение двух разнородных металлов, таких как алюминий и сталь, создает гальванический элемент. В присутствии электролита (например, влаги) более активный металл (алюминий) будет преимущественно корродировать. Готовое соединение может потребовать герметизации или покрытия для предотвращения долгосрочной деградации окружающей среды.
Строгий контроль процесса
Это не прощающий процесс. Перегрев соединения, даже на несколько секунд, может значительно ускорить рост хрупкого интерметаллического слоя, разрушая целостность соединения. Точный контроль температуры и времени необходим для повторяемого успеха.
Правильный выбор для вашего применения
Выбор правильного метода полностью зависит от целей вашего проекта, объема и требуемой надежности.
- Если ваша основная цель — прототипирование или единичная сборка: Использование специализированного алюминиевого припоя с флюсовым сердечником возможно, но требует значительной практики для освоения контроля температуры.
- Если ваша основная цель — крупносерийное производство и надежность: Контролируемый процесс печной пайки, часто включающий покрытие стальной детали, является единственным коммерчески жизнеспособным путем.
- Если ваша основная цель — максимальная прочность и долговечность: Пересмотрите, является ли пайка правильным методом; механические крепления или специализированные конструкционные клеи могут быть более надежными альтернативами.
Успешное соединение алюминия и стали пайкой требует рассматривать это не как простую задачу соединения, а как точный металлургический процесс.
Сводная таблица:
| Проблема | Решение | Ключевое соображение |
|---|---|---|
| Образование хрупкого железо-алюминида | Использование никелевого покрытия или переходных слоев | Предотвращает прямой контакт Fe-Al, ограничивает рост интерметаллидов |
| Устойчивый слой оксида алюминия | Применение специализированного флюса или использование вакуумной печи | Обеспечивает смачивание и связывание припоя |
| Несоответствие термического расширения | Контроль скорости охлаждения и конструкции соединения | Управляет напряжением от дифференциальной усадки |
| Чувствительность процесса | Точный контроль температуры и времени | Критично для повторяемых, надежных результатов |
Нужно надежно соединить разнородные металлы? В KINTEK мы специализируемся на передовых решениях для термической обработки сложных комбинаций материалов. Наш опыт в пайке в контролируемой атмосфере и специализированное лабораторное оборудование могут помочь вам достичь прочных, долговечных соединений алюминия со сталью для ваших научно-исследовательских или производственных нужд. Давайте обсудим ваше применение — свяжитесь с нашими экспертами сегодня, чтобы оптимизировать ваш процесс пайки!
Визуальное руководство