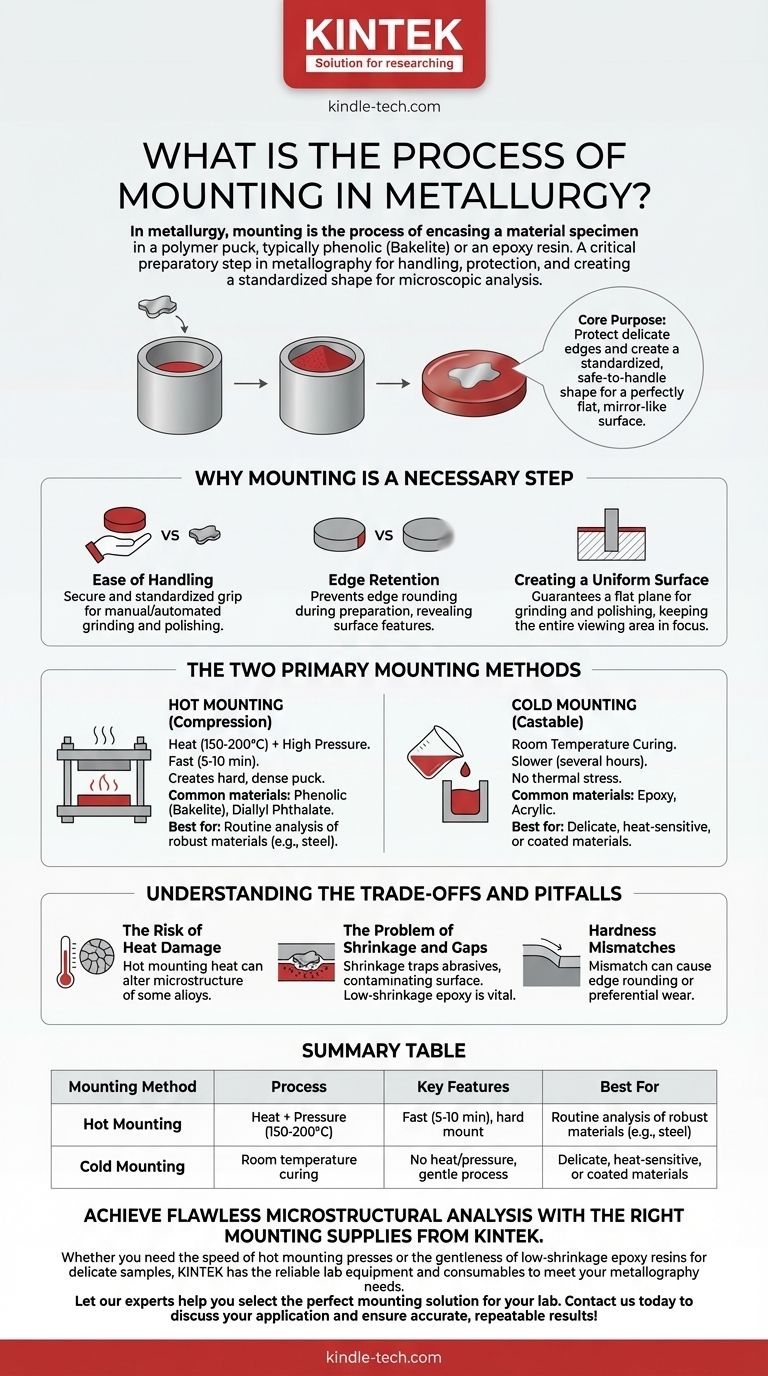
В металлургии запрессовка — это процесс заключения образца материала в полимерную шайбу, обычно фенольную (бакелит) или эпоксидную смолу. Это не производственный процесс, а критически важный подготовительный этап в металлографии, науке об изучении микроструктуры материала. Его цель — сделать небольшой или неправильной формы образец удобным для последующей шлифовки, полировки и микроскопического исследования.
Основная цель запрессовки — защитить хрупкие края образца и создать стандартизированную, безопасную для обращения форму. Это гарантирует, что образец может быть отшлифован и отполирован до идеально плоской, зеркальной поверхности, что необходимо для точного микроструктурного анализа под микроскопом.

Почему запрессовка является необходимым шагом
Прежде чем можно будет анализировать внутреннюю структуру металла, его необходимо подготовить. Запрессовка — это основополагающий шаг, который делает все последующие этапы возможными и надежными.
Легкость обращения
Небольшой кусок металла, проволоку или поверхность излома трудно и небезопасно держать в руке напротив высокоскоростного шлифовального круга или полировальной ткани. Заключение его в большую полимерную шайбу обеспечивает надежный и стандартизированный захват как для ручной, так и для автоматизированной подготовки.
Сохранение краев
Одна из наиболее важных целей — исследовать материал до самого края. Без поддержки запрессовочного компаунда края образца закруглялись бы во время шлифовки и полировки, скрывая важные поверхностные особенности или науглероженные слои.
Создание однородной поверхности
Запрессовка гарантирует, что образец удерживается перпендикулярно подготавливаемой поверхности. Это обеспечивает плоскую, ровную плоскость для шлифовки и полировки, что крайне важно для сохранения всей области обзора в фокусе под микроскопом.
Два основных метода запрессовки
Выбор между методами запрессовки полностью зависит от характера анализируемого материала и требуемой скорости процесса.
Горячая запрессовка (компрессионная запрессовка)
Это наиболее распространенный метод для рутинного анализа. Образец помещается в цилиндрическую камеру с гранулированным термореактивным полимером, таким как фенол (бакелит) или диаллилфталат.
Затем машина прикладывает как тепло (около 150-200°C), так и высокое давление, чтобы расплавить полимер и отвердить его в твердую, плотную шайбу вокруг образца. Весь процесс быстрый, обычно занимает 5-10 минут.
Холодная запрессовка (заливка)
Этот метод используется для образцов, чувствительных к теплу или давлению. Материалы, прошедшие термообработку, имеющие хрупкие покрытия или склонные к термическим повреждениям, требуют такого более щадящего подхода.
Процесс включает помещение образца в форму и заливку его жидкой двухкомпонентной смолой (эпоксидной или акриловой). Затем смола отверждается при комнатной температуре в течение нескольких часов. Хотя это медленнее, она не вызывает термического напряжения в образце.
Понимание компромиссов и подводных камней
Выбор неправильного метода или материала может привести к появлению артефактов, что приведет к неверному анализу.
Риск термического повреждения
Основной компромисс — это скорость против целостности образца. Горячая запрессовка быстра и создает очень твердую запрессовку, но тепло может изменить микроструктуру некоторых сплавов, таких как некоторые алюминиевые сплавы или низкотемпературные отпуски стали.
Проблема усадки и зазоров
Все запрессовочные компаунды немного сжимаются при отверждении. Если компаунд отходит от образца, образуется зазор. Этот зазор задерживает абразивные частицы и жидкости во время полировки, что может загрязнить окончательную поверхность и скрыть истинную микроструктуру. Эпоксидные смолы с низкой усадкой жизненно важны для критически важных применений.
Несоответствие твердости
В идеале запрессовочный компаунд должен иметь скорость износа, аналогичную образцу металла. Если запрессовка слишком мягкая, она будет изнашиваться быстрее, чем образец, что приведет к закруглению краев. Если она слишком твердая, образец может быть предпочтительно изношен.
Правильный выбор для вашей цели
Выбор между горячей и холодной запрессовкой диктуется свойствами материала и вашими аналитическими потребностями.
- Если ваша основная задача — высокопроизводительный, рутинный анализ прочных материалов (например, стали): Горячая компрессионная запрессовка — наиболее эффективный и экономичный выбор.
- Если вы анализируете термочувствительные, покрытые или хрупкие материалы (например, электронику или некоторые полимеры): Холодная запрессовка — единственный способ сохранить истинную микроструктуру образца.
- Если идеальное сохранение краев абсолютно критично для анализа отказов: Используйте высококачественную эпоксидную смолу для холодной запрессовки с низкой усадкой или компаунд для горячей запрессовки с волокнистым наполнителем.
В конечном итоге, выбор правильной техники запрессовки является основополагающим шагом, который гарантирует, что окончательное микроскопическое изображение действительно отражает внутреннюю структуру материала.
Сводная таблица:
| Метод запрессовки | Процесс | Ключевые особенности | Лучше всего подходит для |
|---|---|---|---|
| Горячая запрессовка | Тепло + Давление (150-200°C) | Быстро (5-10 мин), твердая запрессовка | Рутинный анализ прочных материалов (например, стали) |
| Холодная запрессовка | Отверждение при комнатной температуре | Без тепла/давления, щадящий процесс | Хрупкие, термочувствительные или покрытые материалы |
Добейтесь безупречного микроструктурного анализа с помощью правильных расходных материалов для запрессовки от KINTEK.
Правильная запрессовка образцов — это критически важный первый шаг к выявлению истинной микроструктуры материала. Независимо от того, нужна ли вам скорость горячих прессов или деликатность эпоксидных смол с низкой усадкой для хрупких образцов, KINTEK предлагает надежное лабораторное оборудование и расходные материалы для удовлетворения ваших потребностей в металлографии.
Позвольте нашим экспертам помочь вам выбрать идеальное решение для запрессовки для вашей лаборатории. Свяжитесь с нами сегодня, чтобы обсудить ваше применение и обеспечить точные, воспроизводимые результаты!
Визуальное руководство
Связанные товары
- Машина для заливки металлографических образцов для лабораторных материалов и анализа
- Вакуумная машина для холодной заливки образцов
- Настраиваемые держатели образцов для рентгеновской дифракции для различных исследовательских применений
- Бомбовый зонд для процесса производства стали
Люди также спрашивают
- Какова цель пробоподготовки? Обеспечение точных и надежных результатов анализа
- Какова цель использования эпоксидной смолы и лабораторного оборудования для заливки образцов? Точность анализа зоны сварки U71Mn
- Как лабораторные прессы высокой точности улучшают вольфрамовые сплавы? Достижение пластичности при комнатной температуре с помощью GSMM
- Какая машина используется для прессования металла? Выберите подходящий пресс для вашего применения
- Что такое пресс горячего формования? Точное управление для металлургии и сборки электроники



